



钢格栅按照喷漆分类:
热镀锌钢格栅盖板。电镀格栅盖板(电镀钢格栅盖板)。喷漆格栅盖板。
钢格栅按照颜色分类:
暗光或者亮光
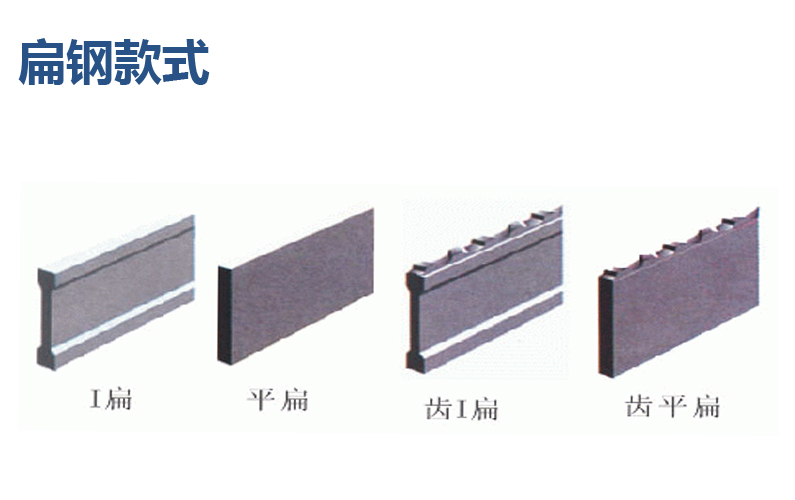
钢格栅按照原材料分类:
扁钢、I型钢、齿形钢
钢格栅按照间隙分类:
60毫米、50毫米、40毫米、30毫米、25毫米等
钢格栅按照板材厚度分类:
1.5毫米、2毫米、3毫米、5毫米等

钢格栅按照生产工艺分类:
压锁款
压焊款
钢格栅按照生产方式分类:
机器制作、手工制作
按照格栅间距分类:
按格栅栅条间隔的大小不同,格栅分为粗格栅、中格栅和细格栅。
按照格栅结构分类:
分为抓耙式、循环式、弧形、回转式、转鼓式、旋转式、齿耙式和阶梯式等多种形式。
镀锌格栅组成名字及作用:
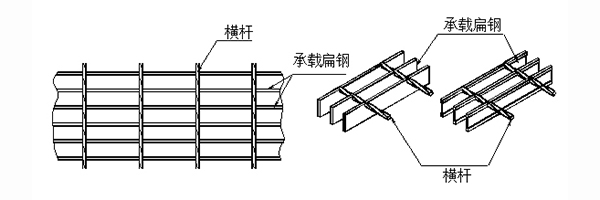
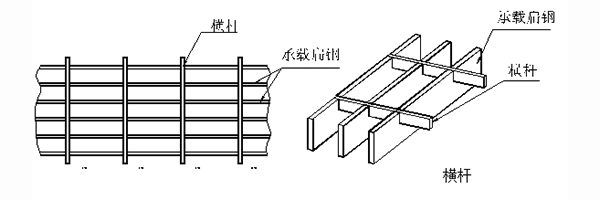
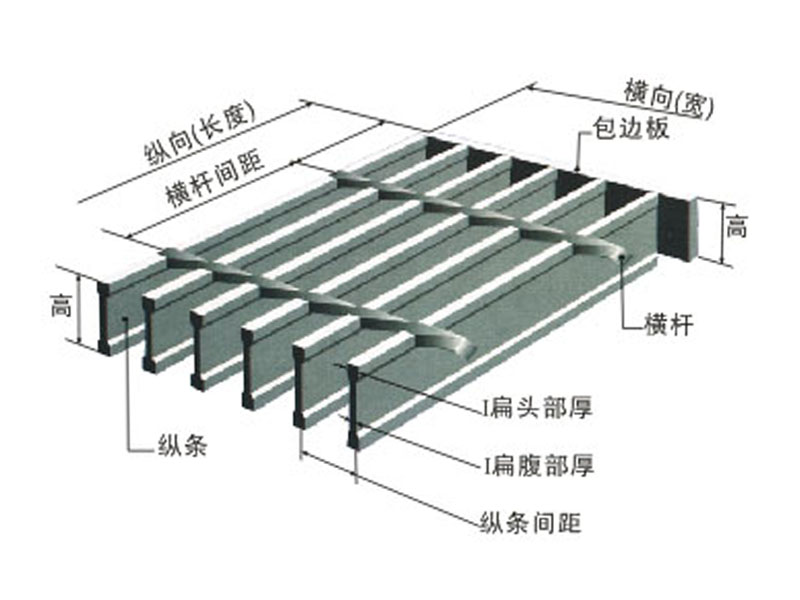
荷载扁钢:钢格板主要材料,主要承载负载,均匀分布的扁钢其两端固定的钢梁上。
横杆:扭绞方钢,圆钢、方钢以正交方向焊到荷载扁钢之上,用于固定扁钢。
包边板:与受荷扁钢具有相同截面的扁钢,与受荷扁钢的端头焊接,在包边或开口时要用这种包边板封边。
板长:与受荷扁钢平行的方向上量的总尺寸,即使在比宽度短的情况,也称为长度。设计或写订单时在尺寸后用字母LB(LOADBAR)标注。
板宽:与横杆平行的方向所量的钢格板尺寸,即使在比长度长的情况下,也称为宽度。
冲齿:在扁钢上沿冲制的半圆小缺口,以进一步增强防滑能力。
前护板:焊接在踏步板或楼梯口前缘,增强防滑能力。
挡边板:比包边板高出100mm,焊接在钢格板需要的边上或开口部位,防止人或者物件的跌落。挡边板的高度可由用户指定。
开孔或缺口:从钢格板上切去一部分,以让管道、设备、立柱或栏杆通过或避开障碍。
净面积:钢格板除去开孔和缺口部分的面积。(W x L)
毛面积:以钢格板大外围尺寸计算的面积(W x L),包括开孔和缺口部分。一般合同面积都是按毛面积计算。
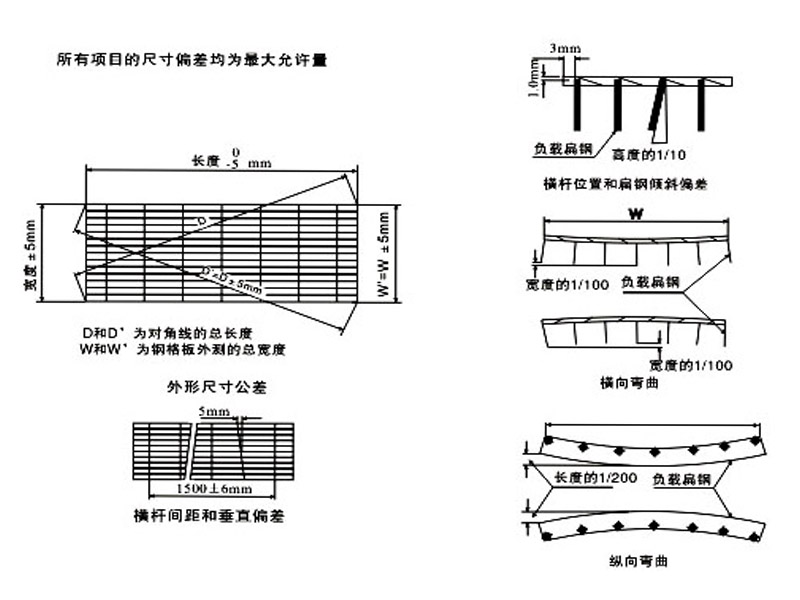
镀锌格栅公差介绍:
钢格栅板长度的允许偏差为-0.5mm,宽度的允许偏差为正负5mm;
承载扁钢的不垂直度不大于扁钢宽度10%;
横杆偏差:横杆表面应不超出承载扁钢表面1mm;横杆两端通常应不超过钢格板两侧端面2mm;
纵向弯曲:钢格栅板的纵向弯曲挠度应不大于长度的1200;
横向弯曲:钢格栅板的横向弯曲挠度应小于宽度的1100;
对角线偏差:钢格栅板由于尺寸公差而引起对角线的相对偏差,不应大于正负5mm;
价格计算方法:
按平米计算:
按吨计算:
按每块计算:
钢格栅变形因素:
焊接变形
人工制作技术
压榨变形
运输变形
使用区域位置不合适变形
锌清洗方法:
1、脱漆剂浸泡法,因含有强酸和等,腐蚀性强,,使用。
2、水刀法是目前应用广泛的处理方法,但它存在能耗高、设备维护费用高、安全隐患大等缺点。
3、锌沉积问题,特氟隆涂层具有导电性,可满足涂装车间的安全要求。大大减少了钢格板中的锌沉积量,实现了在线快速清洗。
影响质量的因素:
1、公差
2、扁钢原料的好坏
3、扁钢校焊
4、钢格板的热镀锌处理
尾部粗糙解决办法:
取消倾斜度;使钢格板尾部升高,并在冷床上旋转至凝固; 增加尾端管孔口外周的吹抹设施。
钢格栅油漆选择:
1.使用槽浸法在生产过程中去除钢格板工件表面的油渍。
2.用槽式浸出法去除钢表面的铁锈。
3.选择油漆的类型。
4、检查油漆的性能,充分混合油漆,使用前上下摇动产品2分钟,使用内置玻璃球将油漆和气体混合。为了得到好的结果。
钢格板喷漆怎么使用:
1、喷嘴口径为0.5mm-0.8mm;
2、供给喷枪的空气压力一般为0.3-0.6MPa;
3、喷嘴与钢格板喷面的举例一般以20-30cm为宜;
4、喷出漆流的标的目的应尽量垂直于钢格板概况;
5、操作时每一喷涂条带的边缘理当重叠在前已喷好的条带边缘上(以重叠1/3为好),喷枪的举动速度应连结均匀一致,不成时快时慢。
冷镀锌格栅喷漆介绍:
喷漆前必需做好以下几项工作
1、选择涂料的钢格板;
2、检查涂料的机能,颜色;
3、充实搅匀涂料;
4、调整涂料粘度;
5、涂料净化过滤;
6、涂料颜色调整;
钢格栅焊接介绍:
1、在负载扁钢和横杆的每个交点处,应通过焊接、铆接或压锁将其固定。
2、焊接优先选用压力电阻焊,也可选用电弧焊。
3、压锁可选用压力机将横杆压入负载扁钢将其固定。
4、应依据用户的需求,加工成各种尺度的形状。
5、负载扁钢的距离和横杆的距离可由供需方依据规划要求确认。作工业渠道,建议负载扁钢的距离不得大于40mm,横杆距离不得大于165mm。