













一、设备概述
用途:配合清洗线使用,实现自动卷放卷收自动化生产.
特点:与清洗线连机自动工作,提高生产效率。
二、设备规格以及主要技术指标
1.加工材质:不锈钢带。
2.材料厚度:0.02~0.03mm(不含隔纸厚度)。
3.材料宽度:100mm~500mm。
4.来料方式:料盘卷状来料,且有带隔纸。
5.材料大小:MAX卷径500mm,卷芯直径300mm。
6.材料重量:350KG。
7.上下料方式:液压升高推车人工上下料。
8.上料高度:750mm。
9.材料卷芯固定方式:气涨轴固定。
10.输送面高度:对接清洗机,以现场清洗机高度为准。(客户提供参数)
11.输送方向:面对操作面从左往右输送。
12.基材传送方式:收料机配有一组包胶滚轮,伺服电机驱动,速度与清洗机同步运转。
13.基材传送速度:0.5~3M/分钟,根据实用使用状况自行调节。
14.纠偏装置:放卷及收卷位各配一组EPC,精度±1mm。
15.接料装置;放卷配有接料平台及两组压料夹,平台工作高度1350mm±50mm。
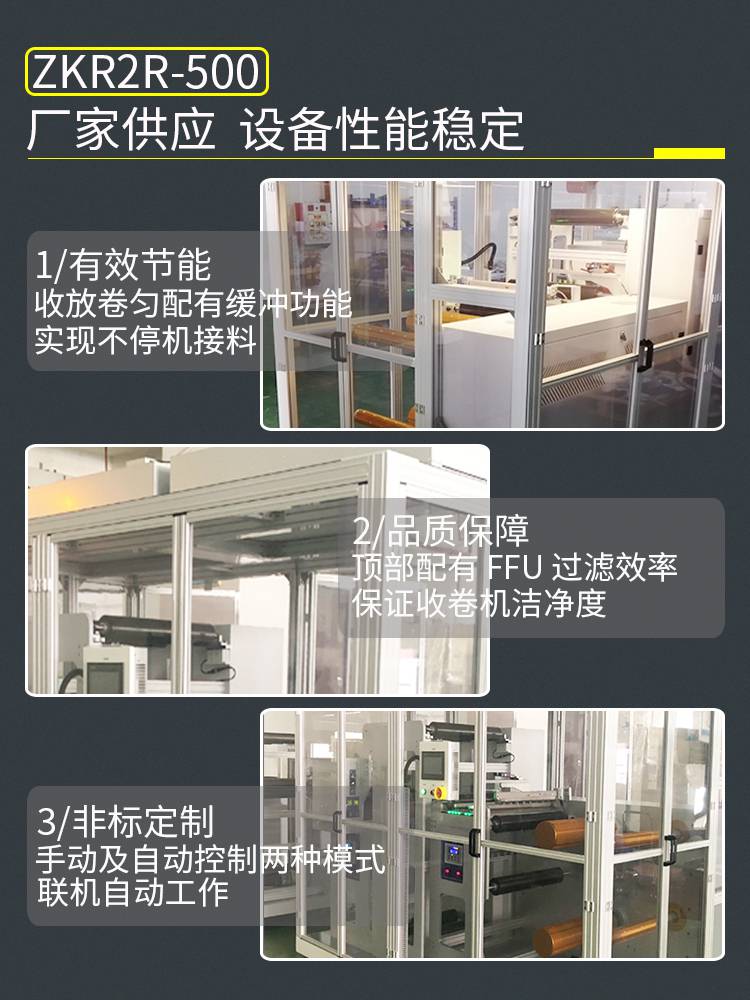
16.防尘装置:整机铝挤型材压克力外罩密封,顶部配有FFU过滤效率class100,
保证收放卷机内正压及洁净度。
17.设备工作方式:手动及自动控制两种模式,自动控制下与清洗机主体信号连接,
联机自动工作,手动控制下单机工作,收放卷可正反转(反转时EPC无法工作)。
金属蚀刻卷对卷收料机规格说明:
1.两组材料收卷轴,单边悬臂式固定,材料从正前方上下料,高度750mm。
收卷轴采用气涨轴固定材料,按键式操作自动固定.
收卷轴扭力自动调节材料表面力.
2.两组材料放隔纸轴,单边悬臂式固定,材料从正前方上下卷.
放卷轴采用气涨轴固定材料卷芯,按键式操作自动固定.
放卷轴采用磁粉刹车被动放卷.
3.一组基材拉料机构,清洗机连动工作。
采用包胶滚轮对压将材料从放卷机经清洗后输送到收卷工位.
滚轮采用伺服电机驱动,输送速度与清洗线同步.
滚轮采用不锈钢轴心表包硅胶材料保证不伤材料表面.
滚轮升降为气缸驱动.
5.收卷位配有除静电装置,共配各2支。
采用国产静电消除棒,5秒内可将静电压1000V降至200V。
各静***吹气流量可调节,配电磁阀可选择是否吹气工作。
6.电控
PLC+触膜屏控制,与清洗机及放料机连机工作。
PLC采用日本三菱PLC,触膜屏采用7英寸***通态。
7.一组纠偏EPC装置,驱动整组机架移动,保证材料收卷整齐。
传感器安装于模组上,步进电机驱动移动位置,外加光纤检测材料边,
自动调节传感器位置。




