












一、设备概述
小型覆膜机适用产业---TOUCH PANEL 制程中进行定尺寸自动覆膜后裁切。
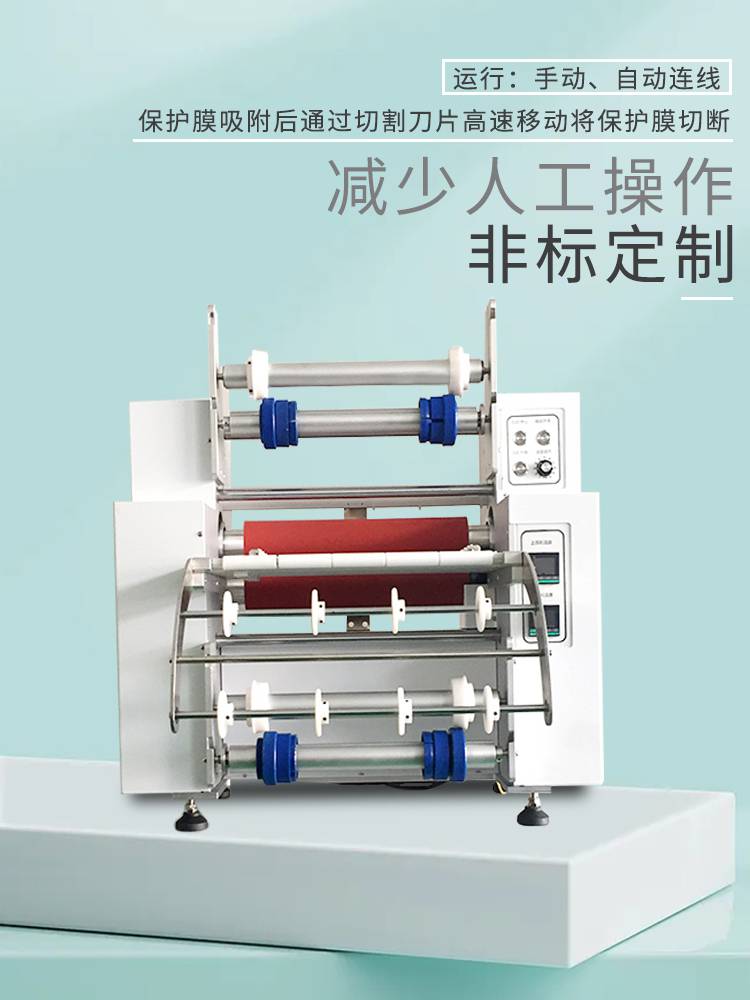
可节省原材料的浪费,减少人工操作和人工操作对产品造成的浪费。
二、设备规格以及主要技术指标
保护膜气胀轴:Φ3 英寸
MAX覆膜宽度:350mm
保护膜MAX卷径:300mm
MAX裁切宽度:350mm
生产节拍:小于等于8 秒/片(400mm*350mm)
保护膜裁切方式:采用进口日本钨***高速转动移动切膜。
产品裁切方式:马达驱动凸轮机构,使上刀片上下滑动裁切。
传送面高度:950±20mm产品各角度都能固化。
二、设备结构
1.进料传送
进料处采用PP 材质滚轮制作,便于产品整列
靠覆膜轮处两组滚轮采用包胶轮,使产品传送稳定,确保覆膜
传送轮间距75mm,有效传送面宽350mm
2.进料产品整列进料传送轮传送产品,***检测光电检测产品传送到位
后停止传送,等待整列采用步进电机驱动,配合导轨,前后两组整列柱
向移动,整列快速平稳顺畅整列宽度150-350mm
3.气胀轴放膜
气胀轴规格:3 英寸
保护膜厚度:0.05~1mm
保护膜MAX宽度:350mm
保护膜MAX卷径:300mm
扭力控制:通过磁粉制动器调节
4.保护膜切割
覆膜上压轮为镀铬真空辊,并加工有切割槽,便于保护膜的切割
上压轮分两组真空区,头边吸附区及尾边吸附区,依次分别吸附保护膜的
头边和尾边,防止转动过程中保护膜脱落
保护膜吸附后通过切割刀片高速移动将保护膜切断
刀片采用进口日本钨***
压轮采用伺服电机驱动转动
5.产品覆膜
通过真空压轮吸附切断后的保护膜头边转动,配合下压轮将保护膜覆上产
品表面保护膜前后各小于产品10mm,也或者根据工艺需求做出调整
覆膜后产品表面不起皱
覆膜下压轮:胶滚轮,硬度68°±2°覆膜精度±1mm
6.出料产品整列
出料传送采用齿轮减速马达为动力,同步皮带传动,保证传送带运行平稳
不抖动滚轮采用PP 材质滚轮制作,便于产品整列
靠裁切压轮处两组滚轮采用包胶轮,使产品传送稳定,确保裁切
传送轮间距75mm,有效传送面宽350mm
传送轮传送产品,***检测光电检测产品传送到位后停止传送,等待整列
采用步进电机驱动,配合导轨,前后两组整列柱向移动,整列快速平稳顺畅
整列宽度150-350mm
7.产品出料裁切
产品裁切方式:马达驱动凸轮机构,使上刀片上下滑动裁切
产品裁切MAX宽度:350mm
产品裁切长度:150~400mm
产品裁切精度: 200mm 长度内±0.15mm,400mm 长度内±0.2mm
8.废膜回收及产品输送产品裁切时,收料盘翻转气缸推动收料盘向上翻转,
裁切后的废料便落入下层的废料接料盘上裁切完后气缸收回,裁切压轮推动
产品输送到输送段光电感应,旋转90度将产品放在UV 机输送线上。
9.其它结构说明
整机骨架底座采用方管烤漆。
加工零件铝件采用处理,铁件采用表面镀铬。
料盘输送方向为由左向右传送。
传送面运行高度950 ± 20 mm。
设备尺寸L1950mm*W880mm*H1550mm。(高度不含***)
电源:AC 220V 单相50Hz 3KW
气源:5kg/cm2
五、控制部分
控制方式: PLC+触摸屏。
触摸屏显示:操作按扭、故障信息、故障历史记录、IO 监控表。
运行模式:手动、自动连线。
信号连接方式:标准连接方式,也可由客户提出连接标准。
故障处理:出现故障时,设备停止运转,并向下游设备发出相应的信号。
其它: 设备入、出口设有急停开关。
六、装置
◆控制电路:设有控制电路***及漏电保护装置
◆电机输送:各马达均设有过载保护装置





