
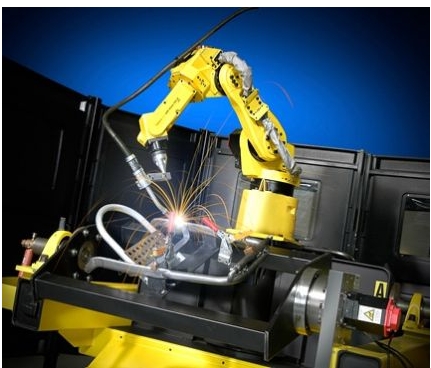




焊接机器人是从事焊接(包括切割与喷涂)的工业机器人。根据国际标准化***(ISO)工业机器人属于标准焊接机器人的定义,工业机器人是一种多用途的、可重复编程的自动控制操作机(Manipuator),具有三个或更多可编程的轴,用于工业自动化领域。为了适应不同的用途,机器人***后一个轴的机械接口,通常是一个连接法兰,可接装不同工具或称末端执行器。焊接机器人就是在工业机器人的末轴法兰装接焊钳或焊(割)枪的,使之能进行焊接,切割或热喷涂。
焊接机器人应用中存在的问题和解决措施
(1)出现偏焊问题:可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否
正确,并加以调整。假如频繁出现这种情况就要检查一下机器人各轴的零位置,中心校零予以修正。
(2)出现咬边问题:可能为焊接参数选择不当、焊枪角度或焊枪位置不对,可适当调整。
(3)出现气孔问题:可能为气体保护差、工件的底漆太厚或者位置不对,可适当调整。
(4)飞溅过多问题:可能为焊接参数选择不当、气体组成部分原因或焊丝外审长度太长,可适当调整机器人功率的
大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。
(5)焊缝结尾处冷却后形成一弧坑问题:可编程时在工作步中添加埋弧工作,可以将其填满。
焊接机器人硬件部分控制的设计要求
焊接设备中的技术含量也是越来越高,焊接机器人就是由此发展得到的产物。关于焊接机器人硬件部分的控制事项
如下:
焊接机器人硬件部分采用的是柔性控制,将PC和触摸屏***结合之后,就能实现控制的自动化、远程,化从而有效
的达到高精度的控制效果。由于焊接机器人针对不同规格,不同形状的产品,它的控制方式也是不同的,因此要注
意从各方面使硬件部分达到***佳。
另外,从焊接机器人的械结构、控制方式、产能要求、环保要求、安全要求、速度、高度等都要有明确的规定,使
其与用户的实际需求相符,这样才能******的完成焊接作业。
焊接机器人优点:
1.稳定和提高焊接质量,能将焊接质量以数值的形式反映出来;
2.提高劳动生产率;
3.改善工人劳动强度,可在***环境下工作;
4.降低了对工人操作技术的要求;
5.缩短了产品改型换代的准备周期,减少相应的设备***。
焊接机器人与焊接专机的不同
自从自动化技术普及到焊接领域之后,出现了焊接机器人和焊接专机两种常见的焊接系统,虽然它们都是专用的机
械设备,但肯定还是存在一些差异性的。所以下面就要将焊接机器人与焊接专机进行对比。
从价格方面来说,焊接专机要比焊接机器人更有优势,但大多数的厂家还是会选择焊接机器人,因为焊接专机是针
对某种特定的产品而研制出的自动化设备,多采用伺服X、Y、Z轴三个方,一般只是焊接圆形或是焊接直焊缝。
而焊接机器人采用6个伺服控制,非常灵活,可以三维立体任何方向不规则的焊接,所以价格相对高一些。不过焊接
专机可以配4到5个焊头,效率比焊接机器人还要高。
由此可见,若是平面上的直缝、圆缝的话要选择焊接专机,但只要旦焊接产品变了规格或变了形状,那就选择焊接
机器人。焊接机器人正好弥补了焊接专机的不足,这种情况下只需要重新编个程序又可以再次使用了。
焊接机器人配置外部轴的作用
随着焊接机器人应用范围的扩大,焊接机器人除了基本的配置外,有时候还会增加一个或多个外部轴。也就是说,
外部轴其实就是一个跟焊接机器人相连的外部动作系统,来配合机器人的动作,能够同时满足焊接姿势,也能更快
速的完成整个焊接,达到满意的效果。
焊接机器人与焊接专机的不同及其外部轴的作用有哪些
自从自动化技术普及到焊接领域之后,出现了焊接机器人和焊接专机两种常见的焊接系统,虽然它们都是专用的机
械设备,但肯定还是存在一些差异性的。所以下面就要将焊接机器人与焊接专机进行对比。
从价格方面来说,焊接专机要比焊接机器人更有优势,但大多数的厂家还是会选择焊接机器人,因为焊接专机是针
对某种特定的产品而研制出的自动化设备,多采用伺服X、Y、Z轴三个方,一般只是焊接圆形或是焊接直焊缝。
而焊接机器人就不一样了,它采用6个伺服控制,非常灵活,可以三维立体任何方向不规则的焊接,所以价格相对高
一些。不过焊接专机可以配4到5个焊头,效率比焊接机器人还要高。
由此可见,若是平面上的直缝、圆缝的话要选择焊接专机,但只要旦焊接产品变了规格或变了形状,那焊接专机就
无用武之地了。而焊接机器人正好弥补了这方面的不足,这种情况下只需要重新编个程序又可以再次使用了。
随着焊接机器人应用范围的扩大,焊接机器人除了基本的配置外,有时候还会增加一个或多个外部轴。也就是说,
外部轴其实就是一个跟焊接机器人相连的外部动作系统,来配合机器人的动作,能够同时满足焊接姿势,也能更快
速的完成整个焊接,达到满意的效果。
焊接机器人与激光焊接的***结合
激光焊接是激光加工技术中发展***迅速的领域。激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的
相互作用,金属吸收激光转化为热能使金属熔化后冷却结晶形成焊接。与传统的焊接方法相比,技术会带来很多优
点:
1、光束斑点小,加工精度成倍提高。热影响区非常小,焊缝质量高,不易产生收缩、变形、脆化及热裂等热***
,激光焊接熔池净化效应,能净化焊缝金属,焊缝机械性能相当于或优于母材。
2、可以实现激光焦点的功率和大小按加工要求动态地进行调节,同时对加工过程进行实时监控,实现各种各样的应
用可能。
3、采用光纤输送激光,这样一来把能量源和加工设备从空间上分隔可以毫不困难地实现。激光器产生的光能可通过
直径很小的光纤传输到距离很远的工位,通过机器人,实现对工件的焊接。
4、一台激光焊接机器人可代替3台至4台电阻焊机器人,若充分利用激光焊接技术,加工一个车身,在工装***、焊
件准备、材料消耗、车身密封等方面的费用将减少约200美元,钢材利用率可提高50%。
焊接机器人运用过程中焊接问题的解决方法
虽然焊接机器人为实际焊接作业带来了很多的便利,但是焊接方式没有设置合理的话,同样也会影响着焊接质量。
从以往的工作经验来看,焊接机器人在焊接的时候还有很多问题需要解决。
比如说,当焊接机器人面对的是尺寸小于8mm的焊缝时,通常采用单层焊,也就是一层一道焊缝来完成,而焊条直径
根据钢板厚度不同来选择。而如果焊缝的尺寸小于5mm的话,需要使焊接机器人已直线形运条法和短弧进行焊接。
为了减少在焊接过程中出现不必要的缺陷,焊接机器人的焊接速度要均匀;而且焊条角度与水平板成45°,与焊接
方向成65°-80°的夹角。这个角度的问题一定要严格,否则焊条角度过小会造成根部熔深不足;角度过大又会使得
熔渣容易跑到前面造成夹渣。
当焊接机器人在使用直线形运条法焊接尺寸不大的焊缝时,应该将焊条端头的套管边缘靠在焊缝上,并轻轻地压住
它;当焊条熔化时,会逐渐沿着焊接方向移动。这样不但便于操作,而且熔深较大,焊缝外表也美观。
如果焊脚尺寸在5-8mm时,可采用斜圆圈形或反锯齿形运条法进行焊接,但运条速度不同。关于焊接机器人焊接过程
中运条速度的控制,快慢必须掌握得到,否则容易产生咬边、夹渣、边缘熔合不良等现象。
焊接机器人焊接的产品质量明显的比人工焊接的要好,河南欢颜自动化设备有限公司以创新的技术理念向用户提供***方案以及性能优良、使用可靠的产品和服务。现产品已广泛应用于航空航天、汽车制造、钣金等金属加工制造行业。