
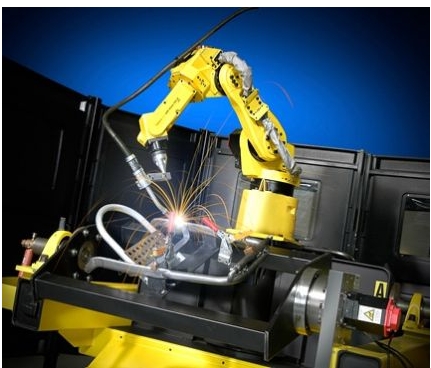




工业机器人应用越来越广,几乎所有的行业都在考虑采用机器人替代人工,也包括了焊接行业。河南欢颜焊接机器人跟所有工业机器人一样,也都是由机器人本体、控制柜及示教编程器等主要部分构成的,只是焊接机器人还需要配焊接电源、送丝装置及焊枪装置等。
焊接机器手的结构设计
由于所设计的焊接机器手是在准平面、空间狭窄的环境下工作,为了保证机器人能根据电弧传感器的偏差信息,跟
踪焊缝自动焊接,要求所设计的机器人应该结构紧凑、移动灵活且工作稳定。文中针对狭窄空间特点,开发了一种
小型移动焊接机器人,根据机器人各结构的运动特点,运用模块化设计方法,把焊接机器手机构分为轮式移动平台
、焊炬调节机构和电弧传感器三部分。其中,轮式移动平台由于其惯性大,响应慢,主要对焊缝进行粗跟踪,焊炬
调节机构负责焊缝精d确跟踪,电弧传感器完成焊缝偏差实时识别。另外,机器人控制器和电机驱动器集成安装于机
器人移动平台上,使其体积更小。同时,为了减少恶劣焊接环境下粉尘对运动部件影响,采用全封闭式结构,提高
其系统可靠性。
焊接设备-手弧焊
手弧焊是各种电弧焊方法中发展***早、目前仍然应用***广的一种焊接方法。它是以外部涂有涂料的焊条作电极和填
充金属,电弧是在焊条的端部和被焊工件表面之间燃烧。涂料在电弧热作用下一方面可以产生气体以保护电弧,另
一方面可以产生熔渣覆盖在熔池表面,防止熔化金属与周围气体的相互作用。熔渣的更重要作用是与熔化金属产生
物理化学反应或添加合金元素,改善焊缝金属性能。手弧焊接设备简单、轻便,操作灵活。可以应用于维修及装配
中的短缝的焊接,特别是可以用于难以达到的部位的焊接。手弧焊配用相应的焊条可适用于大多数工业用碳钢、不
锈钢、铸铁、铜、铝、镍及其合金。
焊接机器人的焊接速度是可以自动调节的,而且焊接机器人的夹持转动、进给、摆动等也能在一个宽广的速度变化
范围内可调,因此可以满足多种工艺不同管径堆焊对应的焊接速度、堆焊螺距及搭边量等技术要求。由于孔径过小
,对堆焊过程的观察十分不利,所以堆焊过程的稳定可靠将由焊接机器人各执行机构的自身稳定可靠给予保证。
此外,焊接机器人还有较高自动化水平的控制系统,可以保证控制的***性。在实际应用过程中,要想在一个小管
径的内部采用TIG填丝堆焊,所需纯电弧时间是非常长的,这就对焊接设备的各个部件提出一个十分苛刻的要求,那
就是必须保证设备各系统长时间连续运行稳定可靠,焊接机器人完全可以做到这一点。 另外要提醒大家的是,不同
的焊接技术所要注意的事项是不同的,必须要掌握。焊接机器人作为一种高科技自动化生产设备,是工业机器人的
一个重要分支,它的应用自然备受关注。
焊丝对焊接机器人焊接过程中的影响
焊接机器人根据需要可选用桶装或盘装焊丝。为了减少更换焊丝的频率,机器人应选用桶装焊丝,但由于采用桶装
焊丝,送丝软管很长,阻力大,对焊丝的挺度等质量要求较高。
当采用镀铜质量稍差的焊丝时,焊丝表面的镀铜因摩擦脱落会造成导管内容积减小,高速送丝时阻力加大,焊丝不
能平滑送出,产生抖动,使电弧不稳,影响焊缝质量。严重时,出现卡死现象,使机器人停机,故要及时清理焊丝
导管。
严格控制焊接机器人操作工的规范及操作流程,焊接过程加强维护,可以减少易耗件如喷嘴、导电嘴等的平均每天
使用数量。
另外,对焊接机器人系统进行定期点检维护,可以有效提高元器件的使用寿命。
焊接机器人优点:
具有结构简单可靠、布置合理。
其主传动采用进口,交流变频器控制双边同步调速驱动,速度稳定,数字显示线速度,可靠性好。
设三轴机械跟踪导弧机构,上下为气动跟踪,左右旋转为浮动式跟踪,确保焊枪准确对中焊缝。
埋弧焊电源设置在龙门架上随车移动,使焊机控制电缆及焊接电缆线短,从而反馈性能好,响应速度快,压降小,
焊接电流准确稳定。
焊接控制与门架控制一体化联动控制,操作方便可靠,焊臂电缆布线采用进口拖链形式,美观可靠又安全。
弧焊机器人的关键技术
弧焊机器人主要应用于各类汽车零部件的焊接生产。本公司主要从事弧焊机器人成套装备的生产,根据各类项目的
不同需求,自行生产成套装备中的机器人单元产品,也可向大型工业机器人企业采购并组成各类弧焊机器人成套装
备。在该领域,国际大型工业机器人生产企业主要以向成套装备供应商提供单元产品为主。在该领域,本公司与国
际大型工业机器人生产企业既是竞争亦是合作关系。
弧焊机器人的性能要求
在弧焊作业中,要求焊枪跟踪工件焊道运动,并不断填充金属形成焊缝,因此运动过程中速度的稳定性和轨道精度
是两项重要的指标。
一般情况下,焊接速度可取5~50mm/s,轨道精度可取&plu***n;0·2~0·5mm。由于焊枪的姿态对焊缝质量也有一定的影
响,因此希望在根踪焊道的同时,焊枪姿态的可调范围尽量大,还有其它一些性能要求,如摆动功能、焊接传感器
(起始点检测、焊缝跟踪)的接口功能、焊枪防碰功能等。
1.焊接规范的设定:起弧、收弧参数。
2.摆动功能:摆动频率、摆幅、摆动类型的设定。
3.焊接传感器:起始点检测、焊缝跟踪传感器的接口功能。
4.焊枪防碰功能:当焊枪受到不正常的阻力时,机器人停机,避免操作者和工具受到损坏。
5.多层焊功能:应用该功能可以在第1层焊接示教完成后,实现其余各层的自动编程。
6.再引弧功能:引弧失败后,自动重试。因此消除了焊接异常(引弧失败)发生时引起的作业中断,***大限度避免
了因此而引起的全线停车。
7.焊枪校正功能:焊枪与工件发生碰撞时,可通过简单操作进行校正。
8.粘丝自动解除功能:焊接终了时如果检测出焊丝粘丝,则自动再通电解除粘丝,因此不必手工剪断焊丝。
9.断弧再启动功能:出现断弧时,机器人会按照规定的搭接量返回重新引弧焊接。因此无须补焊作业。
机器人常见故障排除办法
1.机器人在初始位置不运动
这时可能是机器人马达没有上电或没有按下操作台的呼叫按钮也可能是操作台上的按钮出现故障。
2.机器人到达焊接位置后,不动作
这时要看示教器上有无报错、焊机地线是否接上、焊机是否开启、焊丝是否需要更换、产品是否装夹到位、导电嘴
是否有堵。
如果示教器上有报错,先看清是报的什么错,一般有焊接起弧次数达到***大次数,这时就要看焊丝是否在导电嘴中
堵住是否需要更换导电嘴。焊丝是否用完、产品有无放到位等。
3.机器人无法动作
首先检查所有的急停开关是否被复位再将机器人控制柜左侧的复位按钮按下,检查机器人是否可以马达上电检查操
作盒上的区域禁止开关是否在有效状态。
4.焊接工装无法动作
首先检查气压表是否有气体输入,气体压力要求0.6Map以上再打开机器人示教盒-输入/输出-通用输出。确认是否有
信号输入。(联锁+选择)可以强制。或者选择信号(注意:机械手未运行是不允许有信号输入,输出的)如果有信
号则显示。
自动焊机,根据工件的焊缝形式和尺寸大小,需要设置不同的上下料机构。在汽车或者家用电器等焊接生产流水线上,大量采用机械手或者自动化机械结构进行自动上下料,包括输送、举升,翻转、转移等动作,从而实现快捷生产,无人工干预的自动焊接系统。河南欢颜自动化设备有限公司竭诚欢迎国内外新老客户来人来电洽谈业务,建立长期友好合作关系,期待与您的合作!