



河南欢颜是一家致力于为生产企业提供智能化、自动化机器人生产线的科技公司,目前机器人自动化主要应用于汽车制造业、新能源行业、电子电气行业、橡胶塑料行业、食品行业、生物***、家用电器等行业。河南欢颜自动化在冲压、注塑、涂胶、喷漆、机械加工机床上下料、物料装箱码垛、零部件装配视觉检测方面积累丰富的经验。
什么是工业焊接机器人的自由度?
通常来说,作为焊接机器人的技术指标,动作灵活性,可用轴的直线移动和摆动旋转动作的数目来表示。机器人机
构能够***运动的关节数目,称为机器人机构的运动自由度,简称自由度,由DOF简写表示。目前工业焊接机器人采用
的控制方法是把机械臂上每一个关节都当作一个单独的伺服机构,即每个轴对应一个伺服器,每个伺服器通过总线控
制,由控制器统一控制并协调工作。
机器人轴的数量决定了其自由度。是不是自由度越多越好呢?自由度越多就越接近人手的动作机能,通用性就越好;但
是自由度越多,结构越复杂,对机器人的整体要求就越高,这是机器人设计中的一个矛盾。随着轴数的增加,机器人的
灵活性也随之增长。但是,在目前的工业应用中,用得非常多的是三轴、四轴、五轴双臂和六轴的工业机器人,轴数的
选择通常取决于具体的应用。这是因为,在某些应用中,并不需要很高的灵活性,而三轴和四轴机器人具有更高的成本
效益,并且三轴和四轴机器人在速度上也具有很大的优势。如果只是进行一些简单的应用,例如在传送带之间拾取放
置零件,那么四轴的机器人就足够了。如果机器人需要在一个狭小的空间内工作,而且机械臂需要扭曲反转,六轴或者
七轴的机器人是好的选择。
什么是工业焊接机器人的自由度?
通常来说,作为焊接机器人的技术指标,动作灵活性,可用轴的直线移动和摆动旋转动作的数目来表示。机器人机
构能够***运动的关节数目,称为机器人机构的运动自由度,简称自由度,由DOF简写表示。目前工业焊接机器人采用
的控制方法是把机械臂上每一个关节都当作一个单独的伺服机构,即每个轴对应一个伺服器,每个伺服器通过总线控
制,由控制器统一控制并协调工作。
机器人轴的数量决定了其自由度。是不是自由度越多越好呢?自由度越多就越接近人手的动作机能,通用性就越好;但
是自由度越多,结构越复杂,对机器人的整体要求就越高,这是机器人设计中的一个矛盾。随着轴数的增加,机器人的
灵活性也随之增长。但是,在目前的工业应用中,用得非常多的是三轴、四轴、五轴双臂和六轴的工业机器人,轴数的
选择通常取决于具体的应用。这是因为,在某些应用中,并不需要很高的灵活性,而三轴和四轴机器人具有更高的成本
效益,并且三轴和四轴机器人在速度上也具有很大的优势。如果只是进行一些简单的应用,例如在传送带之间拾取放
置零件,那么四轴的机器人就足够了。如果机器人需要在一个狭小的空间内工作,而且机械臂需要扭曲反转,六轴或者
七轴的机器人是好的选择。
怎样构成焊接机器人的工作站?
焊接机器人的工作站的建设,是一个比较复杂的工程,建造起来的过程也相当繁琐。那么,焊接机器人的工作站是
如何构成的呢?
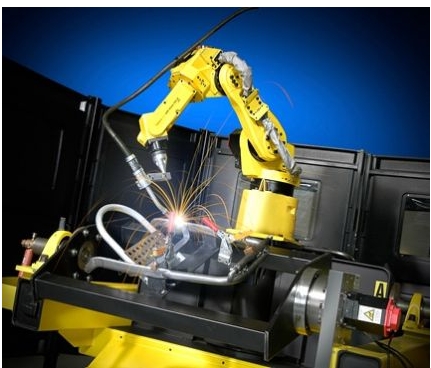
首先当然是核心部件之焊接机器人单元,一般的焊接机器人是由示教盒、控制盘、机器人本体及自动送丝装置、焊
接电源等部分组成。可以在计算机的控制下实现连续轨迹控制和点位控制。
不仅如此,它还可以利用直线插补和圆弧插补功能,来焊接由直线及圆弧所组成的空间焊缝,功能十分强大。焊接
机器人主要有熔化极焊接作业和非熔化极焊接作业两种类型,不仅可以长期进行焊接作业,还能保证焊接作业的高
生产率、高质量和高稳定性等特点。
自动焊接机器人工作站特点
可焊接碳钢,不锈钢,铝及其合金材料;
●可对工件各种形式的焊缝进行焊接;
●可稳定和提高焊接质量;
●可显著的提高劳动生产率;
●可改善工人劳动强度,可在***环境下工作;
●降低了对工人操作技术的要求;
●缩短了产品改型换代的准备周期,减少相应的设备***。
自动化焊接操作方法
在自动化焊接过程中的操作方法都那些?为了确保了生产线上的高质量水平,成本效益是生产过程的***,生产系
统不仅要确保制造的质量,还要确保通过较短的提高产量,只有通过自动化才能实现高系统效率,这些方面有助于
获得竞争优势,但是目前很多企业实现自动化焊接,都面临几大难点。操作方法也不是特别注意,那么下面介绍在
自动化焊接过程中遇到的7大难点,然后规范自己的操作!
1、数据收集难点
并非所有企业都可自动化,自动化焊接设备必须根据用户的要求进行设计,包括***工程学,易用性和安全性,针
对个性的操作流程进行设计,还需要确保用户能够遵守自动化流程,开发的过程,化需要完成的信息收集、分析和
规划越多,就越有可能带来成功,但是很多企业甚至大型企业,都没有完善的数据存储,数据不完善,有缺陷或者
有误,都会导致设计的难度增加。要想完善自动化,需要修复和完善自己的数据系统,数据是支持自动化提高准确
性的关键点。
2、大型自动化机器人难点
大型自动化机器人焊接应用遇到了独特的挑战,机器人和焊接电源以及焊丝必须协同工作,才能实现这些应用所需
的高沉积速率,循环时间范围从几分钟到40小时不等,增加产量以及缩短时间是提高生产率的关键。
实施大型焊接自动化需要关注的变量太多了,也很复杂,其中很多事人为参与的因素,包括焊接工艺选择,***,
焊接变形处理等,如何减少这些变化因素,比较困难。
在大型焊接周期中选择***器可简化比较难的任务,***器有多种形式,倾斜旋转***器是双轴系统,将部件从水
平旋转到垂直90度,而转盘围绕垂直轴旋转部件。搭配***器需要首先弄清楚一些问题,比如焊接会涉及多少机器
人,零件是否需要在焊接过程中旋转。
理解和纠正机器人伸展问题,机器人尺寸要求,焊枪配置,夹具间隙和其他变量,需要进行仿真工程模拟,在构建
集成系统之前预测自动焊接过程,模拟自动化系统,可改善内部设计流程,增强协作,加快测试,在系统设计开始
之前,工深入研究自动化概念,优化产品和流程,把一些复杂的流程给简化。
3、焊接变形处理难点
这个***拿出来说,因为焊接变形处理要实现机器的自动纠错,还是很复杂的。
焊接变形是由焊接过程金属件的膨胀和收缩引起的,许多因素会影响金属尺寸的变化,温度,压力等等。预***行
焊接变形分析,使用分析软件来模拟变形的过程,控制焊接变形可降低材料厚度要求,约束顺序,微调夹紧顺序和
夹具坚固性可减少焊后工艺要求。产品和工艺变化可相互作用,产生和预期不一致的焊缝,焊接过程中接头位置可
能会发生移动,会导致焊接波动。在这些情况下,如何进行焊接变形处理。
需要完成数千次模拟,在数字环境中查看整体工艺稳健性,然后修改方案,这种数字原型设计应该在产品开发和设
计期间以及流程开发之前进行,通过大规模的模拟训练,把变形的特征提取出来,通过焊接后的检测程序来判断是
否是焊接变形,然后进行下一步的处理。
焊接机器人焊接的产品质量明显的比人工焊接的要好,河南欢颜自动化设备有限公司以创新的技术理念向用户提供***方案以及性能优良、使用可靠的产品和服务。现产品已广泛应用于航空航天、汽车制造、钣金等金属加工制造行业。