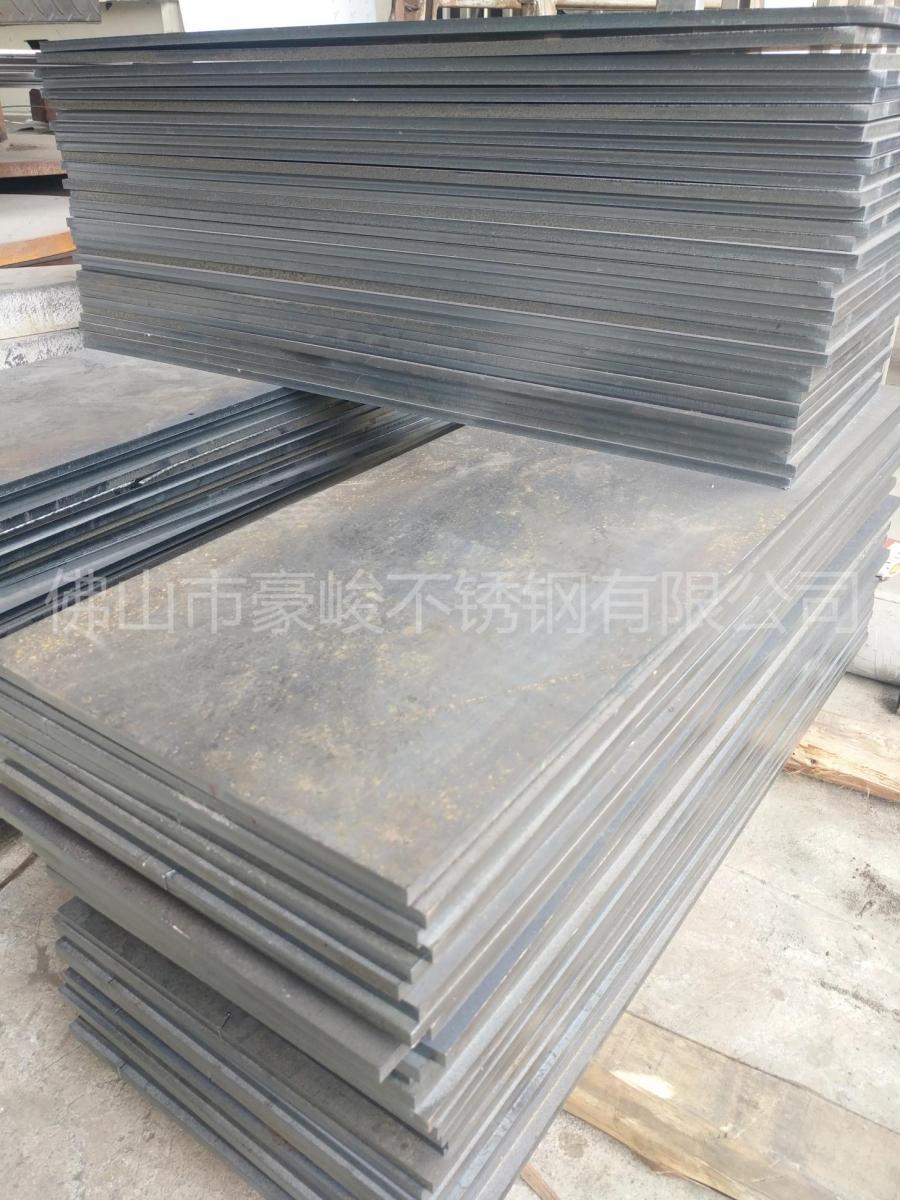



碳钢激光切割加工,顾名思义,就是利用经聚焦的高功率密度激光束照射工件,使被照射的材料迅速熔化、汽化、烧蚀或达到燃点,同时借助与光束同轴的高速气流吹除熔融物质,从而实现将工件割开。碳钢激光切割加工在钣金行业中,激光切割广泛应用于碳钢产业中。今日小编为大家介绍下碳钢激光切割加工中的常见问题及调整方法。
碳钢激光切割加工时加工件出现毛刺:1、激光焦点位置发生偏移,做焦点位置测试,根据激光焦点的偏移量进行调整。 2、激光的输出功率不够,需要检查激光发生器的工作是否正常,如果正常,则观察激光控制按钮的输出数值是否正确,若不正确加以调整。 3、切割线速度太慢,需要在操作控制时加大线速度。 4、切割气体纯度不够,需要提供高质量的切割工作气体。 5、机床运行时间过长出现的不稳定性,此时需要关机重新启动。
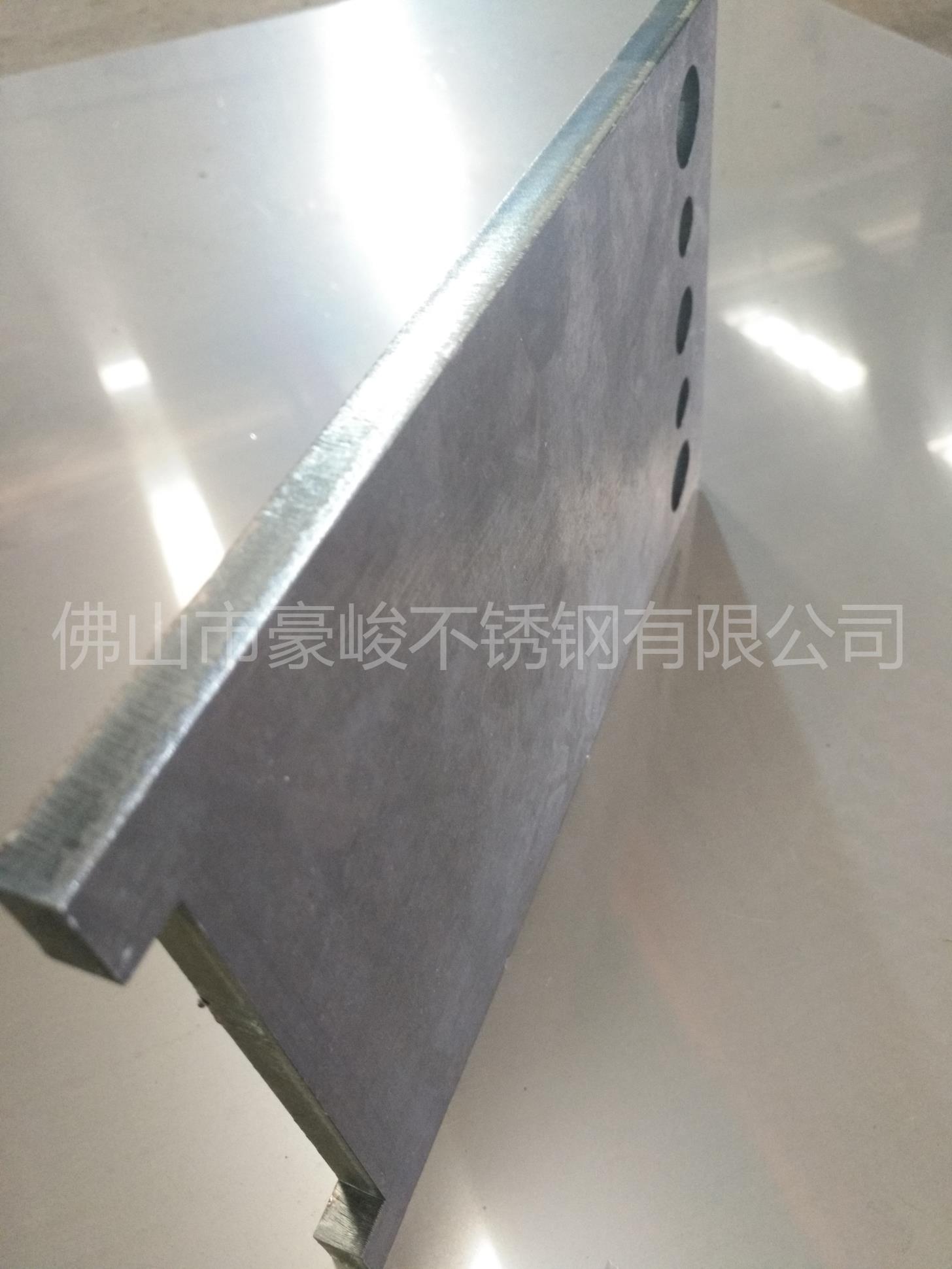
碳钢激光切割加工未完全切割: 1、激光喷嘴的选择与加工板厚度不匹配,更换喷嘴或加工板。 2、激光切割线速度太快,需要操作控制降低线速度。碳钢激光切割加工时出现非正常火花正常切割低碳钢时,火花束长、平,开叉较少。出现非正常的火花时会影响加工件的切割断面的光滑度和加工质量。
此时在其他参数都正常的情况下,应考虑以下情况:1、激光头喷嘴损耗严重,应及时更换喷嘴。 2、在无新喷嘴更换的情况下,应加大切割工作气体压力。 3、若喷嘴与激光头连接处螺纹松动,此时应立即暂停切割,检查激光头连接状态,重新上好螺纹。
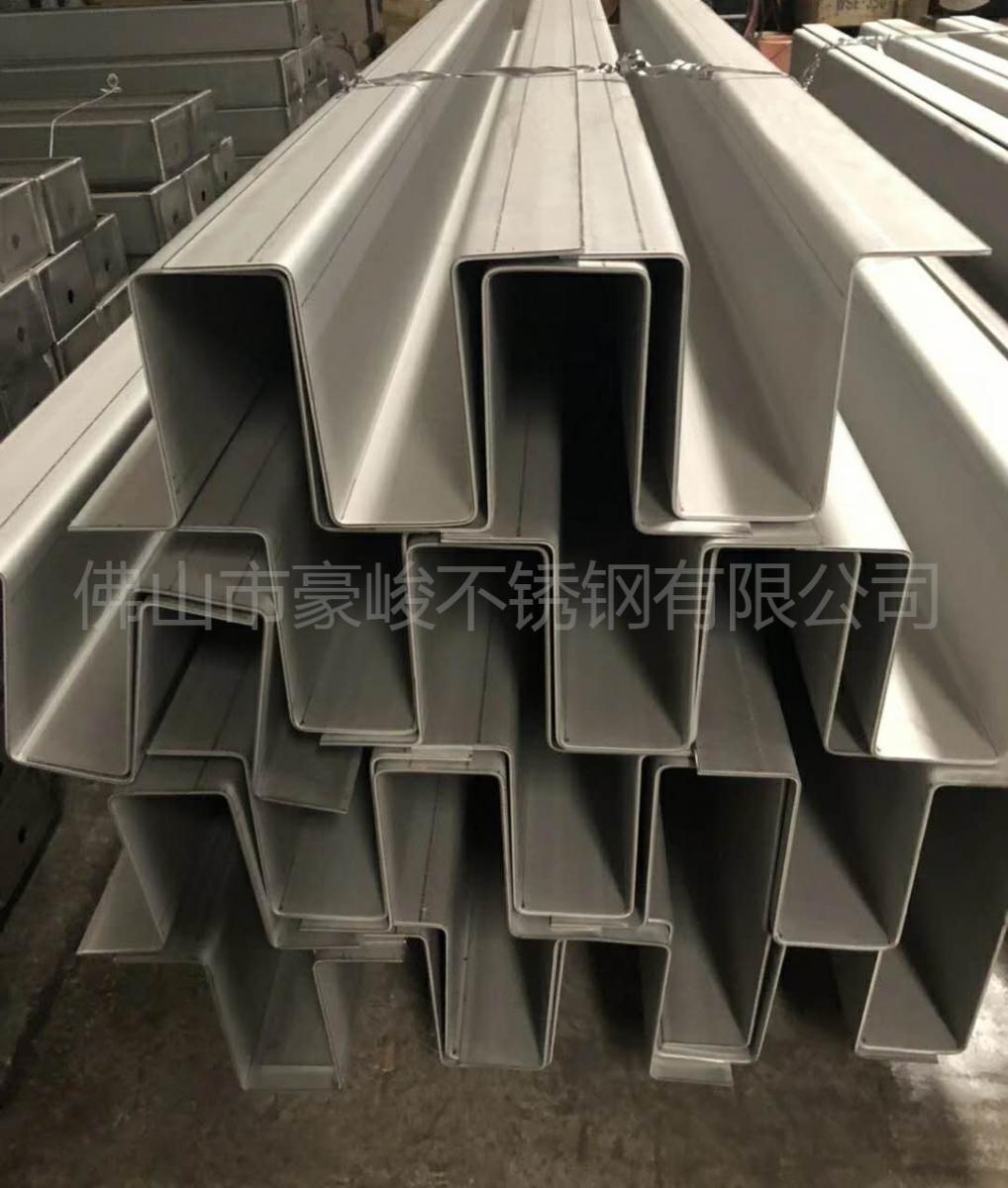
随着激光技术的不断发展与完善,钣金激光切割的趋势已愈来愈不可避免,一些传统难切割或者切割质量不高的板材,遇到激光切割后,难题可谓迎刃而解,特别是碳钢领域,激光切割更是独占鳌头!