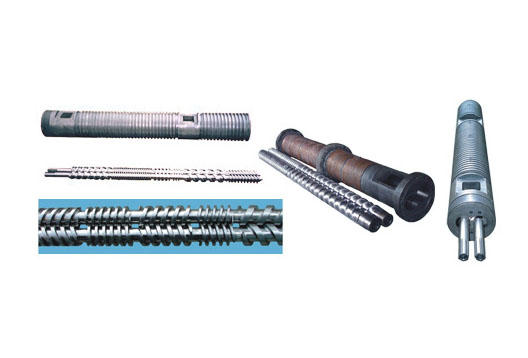




设计一根塑料注塑机***螺杆,首先要了解所加工对象的性能及制品所要达到的质量,以及塑料注塑机***螺杆哪些参数与所要加工物料的性能相关,如物料对剪切、温度的敏***。通常,无定形塑料如 PS、 ABS、 PMMA 、PVC、 PC 等除PVC 外,加工温度范围较宽。结晶型塑料如LDPE 、HDPE、 PA等温度波动范围较窄;无定形塑料对剪切不敏感,不需加剪切组件,计量槽深可适当加大并降低压缩比,以降低流动阻力。结晶型塑料对剪切敏感,可添加剪切组件,以降低粘度,提高流动性。以PP为例,尽管它的流动性很好,但因其比热容高,热扩散率低,因此它是一种较难塑化的塑料,使用通用塑料注塑机***螺杆塑化其质量很难达到理想状态,特别是在大、中型机上反映更为明显。常见的塑化品质缺陷是:螺杆均化段(计量段)熔料层内外层温差大,即内层温度低,外层温度高。塑化时,由于内层塑料在塑料注塑机***螺杆塑化推力作用下滞留在螺杆头部,外层熔料越过滞留在螺杆头部的内层塑料流向前端,所以每次***仅把机筒内腔前端的外层熔料注进模具,而内层塑料因未达到熔融温度仍滞留在螺杆头部,这样,经多次塑化***后,滞留在螺杆头部的料越来越多,从而使每次实际塑化量越来越小,导致***量也越来越小,甚至到***后只有取掉滞留料后才能进行正常工作。鉴于PP塑化时存在的这种特殊性,必须对***PP的螺杆的形式和技术参数进行特殊设计,以达到塑化质量及塑化计量的重复精度。其中长径比是关键性能,所以首先加大长径比,以满足熔料的滞留时间,然后再考虑其它参数的设计。
深圳市金鑫机械有限公司
普通会员第14年
|
公司主营:螺杆 料管