




随着塑料注塑机***螺杆长径比的提高,可适当降低压缩比。以前螺杆长径比为18时,压缩比一般为2.8,现在螺杆长径比提高后,压缩比一般为2.2。同时,相应计量段的槽深也减小了,这样可得到更为均匀的熔融体和使塑化能力提高。一般来说,对于粘度低、流动性好、热稳定性好的塑料塑化,采取大的压缩比和较深的计量段槽深;对于粘度高、易热分解的塑料塑化,采取小的压缩比和较浅的计量段槽深;对于无定形塑料,可增加计量段槽深,槽深取0.06D~0.07D,以降低流动阻力;对于结晶形塑料,减小计量段槽深,槽深取0.04D~0.05D,以减小熔料轴向温差。
深圳市金鑫机械有限公司
普通会员第14年
|
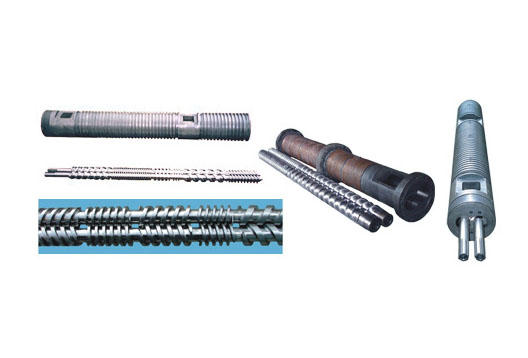
公司主营:螺杆 料管