



主要技术参数:
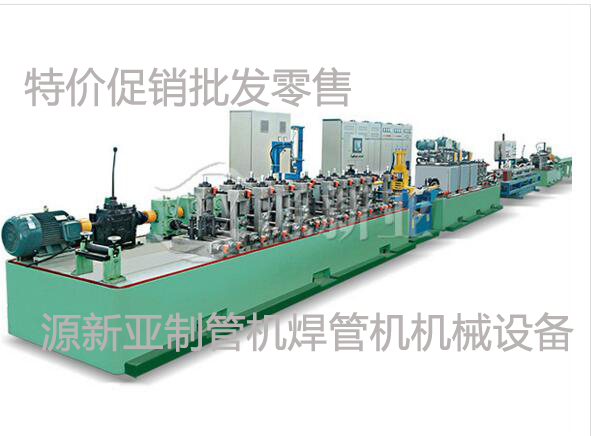
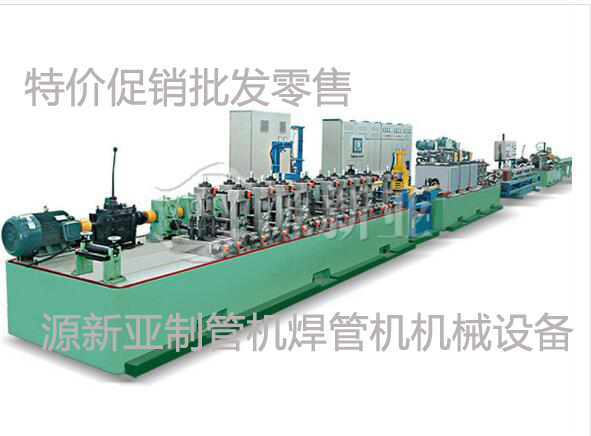
不锈钢焊管机主要用于生产工业不锈钢管,由于不锈钢焊管技术的成熟,在很多领域已经取代无缝管。如:化工、医药、酒厂、石油、食品、汽车、造纸、空调等行业并得到广泛应用。
工业焊管机不锈钢设备自动化生产流程:经开卷、清洗装置、进料导向、成型、焊接、内焊缝整平、外焊缝打磨、整形定径、固溶处理、终定径、校直、探伤、喷码、定尺、切断(盘卷)、接料等连续成型工艺。 结构精细,操作简便,***制造,***品质。
| 型号 | 水平轴直径(mm) | 立轴直径(mm) | 焊管直径(mm) | 焊管厚度(mm) | 主电机功率(双驱) | 机械总装尺寸 (长X宽) |
| 40 | 25 | Ф8-Ф51 | 0.5-2.0 | 前7.5 KW 后5.5KW |
29m X 1.5m | |
| 50 | 30 | Ф25-Ф63 | 0.5-3.0 | 前11KW 后7.5KW |
32m X 1.5m | |
| 60 | 40 | Ф50-Ф114 | 0.6-3.5 | 前15 KW 后15KW |
35m X 1.8m | |
| 80 | 50 | Ф89-Ф168 | 1.0-4.5 | 前18.5 KW 后18.5 KW |
40m X 2.5m | |
| 100 | 60 | Ф114-Ф219 | 1.0-5.0 | 前22 KW 后22KW |
43m X 3.0m | |
| 工业焊管机机械主要部件:开卷机、成型焊接机组、打磨机、2定径机组、调直架、切割机、成品架 | ||||||
操作规程
1、目的:
1.1为了更好的保证设备正常运行,有效保证顺利生产,满足产品要求。
1.2对设备进行有效***。
1.3编写合理的操作指导,确保生产计划和产品质量要求的达成。
2、使用范围:
焊管生产:制管部。
3、细则:
3.1各班交接时确保有效的设备外部清洁,并有相关清洁记录。
3.2上班前与交接班准确掌握好机台运作情况及时协调保证正常生产。注意水、气、电开启与否,打磨页轮、锯片、切割台是否正常。
4、开机:
4.0 开机前,按润滑要求,向各需加注润滑油的部位***不同润滑油
4.1首先检查各电器开关是否在0位,然后打开电源。
4.2检查各机械部位及气动系统是否正常,如有异常现象,应及时检查排除,以免造成机械设备事故发生,。
4.3检查变速器檔位是否正确,否则产生质量问题,切割机压力表是否达到0.5-0.7mpa,否则不能切割。
4.4每天早晨上班先让电机空运行2-3分钟,变速器檔位对0,开车时操作者不准离开机床,不准做其他无关的事。
4.5严禁戴手套开机,长袖衣服必须戴手袖,长头发必须戴帽子。
4.6开机时旋转部位不得擦拭。
4.7正确调整模具,不能大力下压,到位就行。
4.8运行过程中,不准离开机床,不准做其他无关的事,注意焊口是否正常。
4.9制管过程中剪带必须经过车间主任同意,存放到放带区,并协同吊带操作者在《生产流程卡》上详细记录,切不可随意丢弃。
4.10操作中如发现各种异常现象,如冒烟、有焦味、***丝突然烧断、指示灯突然熄灭及时关掉电源开关待检查清楚,排除故障后再开机操作。
4.11产品的长度经常检查,不能超过6.01米,不能少于6.0米。严格控制在4mm之间。卸管架上的管不能超过总容量的95%,叫平口人员及时吊开,否则损伤由操作人负责。
5、停机:
5.1待焊机停止同时关闭电源。
5. 2将量具用干净的棉布仔细擦拭干净,并放置在盒子里然后放进工具箱。
5. 3收拾机床上所有的工装夹具并各自分类归为,存放在工具箱里
6、现场整理或交接。
6.1每班下班前20分钟打扫设备周边1米范围,包括设备对应的窗台。
6.2清理地台板和机床底部,并将整台设备擦拭干净。
6.3将报废不锈钢管拉出去指***置。
6.4下班时把自己所生产的规格及支数,穿孔管(支数)、废料(kg)在生产记录卡上登记完好,由车间质检统计,并填写好《生产流程卡》,交待接班人员机台运作情况及应该注意的事情。打扫好机台及区域卫生方可离开。