
环保型铝合金喷涂前处理无铬皮膜剂系列产品生产技术转让
一、项目产品技术成果简介
项目背景:铝合金喷涂前处理传统的处理工艺常用的铬化种类有三价铬和六价铬铬酸盐铬化处理技术,铬盐是一种有duhuaxue品,因铬化膜以及生产过程产生的废水对环境造成严重污染,残留的铬化物对rentiyouhai,易致ai,严重危害人类的健康。所以三价铬和六价铬处理将逐步被无铬转化替代。
环保型无铬皮膜处理剂是用于对铝及其合金材料进行表面处理,并在其表面形成一层均匀化学转化膜的无铬特殊huaxue品。较之于传统的含铬和无铬铬化剂具有以下优势:
① 不含铬离子、具有安全wudu、环保无污染和防腐效果好的特点,可以有效替代现在普遍使用的铬酸盐(含铬离子Cr6+、Cr3+)铬化剂,符合欧盟ROHS指令要求,符合国际、国内环保产品的发展方向,解决铝制品生产中的水污染问题。
② 可常温使用,节省能源,操作和生产管理简便,稍加低温效果更佳,适用于喷淋和浸泡。
③ 处理时能在铝型材表面形成一层光亮的无色到浅***的化学转化皮膜,膜层致密、均匀、外观质量好,给现场的操作人员带来极大的方便,区分出已处理和未处理的铝材已是一目了然,便于控制产品质量。而其它无铬处理剂的转化皮膜基本是无色透明或淡蓝色,肉眼直接判断困难,生产中难以在线判断,从而限制了其在工业上的推广应用。
④ 喷涂后转化皮膜与涂料在固化过程中互相渗透,提供jihao的附着力和具有jijia的防腐性能,适用于铝及其合金的粉末喷涂前处理;
⑤ 较宽的工作范围,槽液易于控制,稳定性好;生产操作、废水处理简单,使用浓度低,单位处理成本低,应用范围广泛。
二、产品使用工艺流程及技术指标
三合一除油—>两次水洗 —>无铬皮膜处理—>水洗—>去离子水洗—>烘干—>静电喷涂
配槽组成及工艺参数
㈠ 建浴与工艺参数:
|
配槽用量 |
无铬铬化皮膜剂1.5~2.5%(约10~25kg/m3) |
|
无铬铬化剂浓(g/l) |
0.2~0.4 |
|
PH值 |
3.8~4.8 |
|
温度(℃) |
20~40℃ |
|
时间(min) |
2~10min(视皮膜颜色而定) |
|
水洗 |
脱脂处理后应用清水清洗2次及以上 |
|
烘干温度(℃) |
60~100 |
㈡ 建浴程序
① 在槽液配制前一般应对槽体进行清洁、清洗后方可配槽,以防止槽中的杂物影响配槽后的处理效果,包括对铬化后的水洗槽都应清洗干净,并放空清洗水,关好排水阀。
② 配槽时,先向槽体总共放入3/4量的清水,然后在搅拌下慢慢加入计算量的无铬铬化皮膜剂,并搅拌至均匀。
③ 将清水补加至要求水位。
④ 配槽注意事项:
a、配好槽后,应同时将水洗槽的水位加至要求水位。
b、配槽完成后应检测槽液浓度、PH值。
c、槽体内壁应用耐腐蚀的聚乙烯塑料板内衬或用不锈刚制作,以防铝皮膜剂对槽体腐蚀。
槽液工艺控制管理:
① 根据化验槽液的浓度确定无铬铬化剂的补加量;
② 生产过程中要严格控制槽液pH值3.8~4.8,pH值偏高,可用稀硝酸调整;pH值偏低,可
用稀碱溶液调整;
③ 关注铬化前水洗水质的变化,第二水洗水PH值应大于3.5,电导率应小于200μs/cm;
④ 铬化槽不生产时,需用彩条布盖好,防止其他杂质带入而受污染。
三、产品应用领域及市场前景分析
本产品主要用于铝合金建筑型材及其它铝制品的喷涂前处理。是铝型材厂喷涂车间必须用的材料之一,每生产吨铝材大约需用2~3公斤皮膜剂,市场需求量大,应用前景广阔。
四、项目成果产业化技术经济效益分析
铝合金环保型无铬皮膜处理剂每吨毛利在5000-7000元,原材料市场容易购买,批量生产形成规模,具有较好的经济效益。
五、项目产业化生产条件
铝合金环保型无铬皮膜处理剂的生产设备和工艺比较简单,主要是混料搅拌桶及周边设备、简单的包装设备,设备投入少,生产工艺容易掌握。生产厂房仓库50~100平方米。
六、项目环保评估分析
铝合金环保型无铬皮膜处理剂的生产原材料都是低毒的常见化工原料,生产过程无污水、废气、废渣三废排放,不会对环境造成污染。
七、技术转让产品品种及合作方式
可供转让的铝合金环保型无铬皮膜处理剂产品品类:
1、环保型无铬皮膜剂Ⅰ(皮膜无色至淡蓝色,即铝本色);
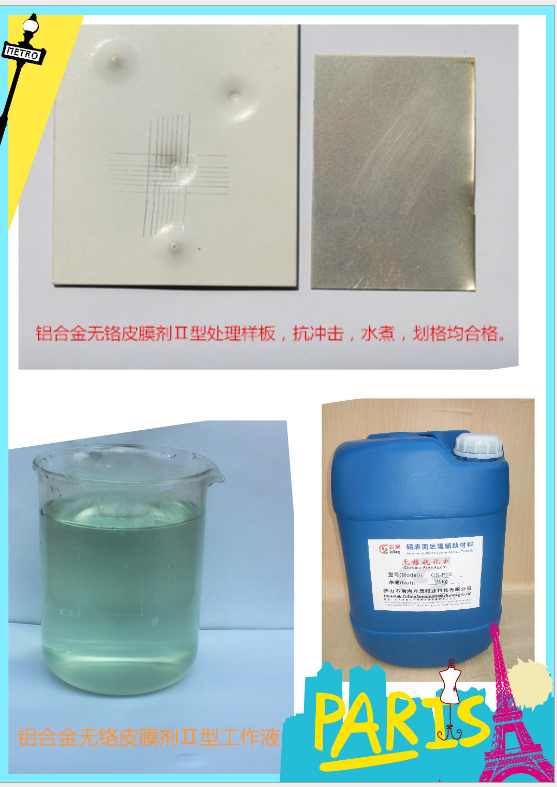
2、环保型无铬皮膜剂Ⅱ(皮膜淡金色,工作液无色);
3、环保型无铬皮膜剂Ⅲ(皮膜金色,工作液紫红色);
一次性技术转让,提供全Tao技术配方、生产工艺、设备清单和原料生产厂家、施工规范等。可在我公司学习、现场培训,学会为止。也可派工程师上men技术指导服务,指导生产出合格产品。
详细的项目可行性分析报告备索。
产品技术为规模生产成熟工艺技术,技术转让费来电商议。