
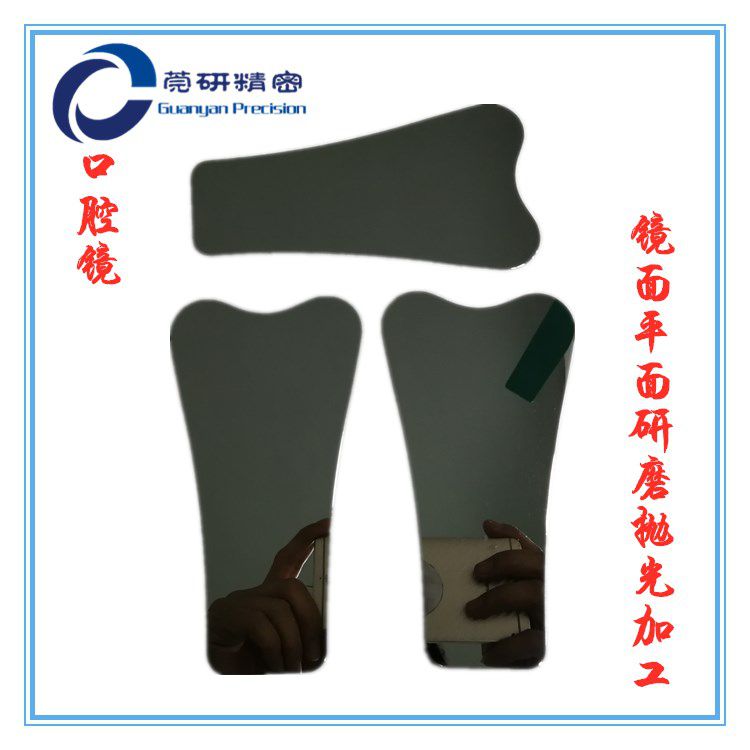
不锈钢口腔镜,反光镜面抛光加工,***口腔反光镜平面抛光加工,超镜面平面研磨抛光加工
金属五金零件平面研磨抛光加工
零件平面研磨抛光加工之为粗磨、精磨与抛光,这三步获得的表面光洁度是不同的。
零件平面研磨抛光加工之粗磨:去除毛坯的大部分余量,***后所达到的效果要保持到大致的几何形状与粗糙度;
反光镜平磨抛光加工之精磨:精磨是发生在精磨的基础上,又是为抛光准备的一步,***终达到的结果刚好是与精磨相板,结果是能够保持******的几何形状以及精细的裂纹深度;抛光:
口腔镜平面研磨抛光加工之抛光是***后一个工序过程,也是***终实现光学表面层实现的***后一个部分,前提下前两者必须要为***后一步抛光做好准备,使得在整个抛光过程当中,尽量去除精磨与粗磨所留下的破环层,实现光学表面***理想效果。
研磨平面的表面质量与选择的磨料有密切关系。由于磨料不合适而出现不易去掉的毛刺以及粗糙度差等现象。根据平面研磨时,对研磨盘表面的平面度和研磨盘转动后的平面要求都很高,它们对研磨零件尺寸精度影响较大,易造成厚度不均匀,因此,一般平面度允许误差小于0.015~0.02mm。
零件平面研磨抛光加工一般是在平面研磨机上进行的。在零件研磨之前,先将研磨零件用清漆粘在工件盘上,工件盘是直径为小60毫米的钢质圆盘,平面研磨盘是直经为中400毫米的铸铁盘,按其精度分为粗、精两种,是分别用在粗磨、精磨两道工序上。专为零件研光用的研盘是由锡、锑、铝合金制成。
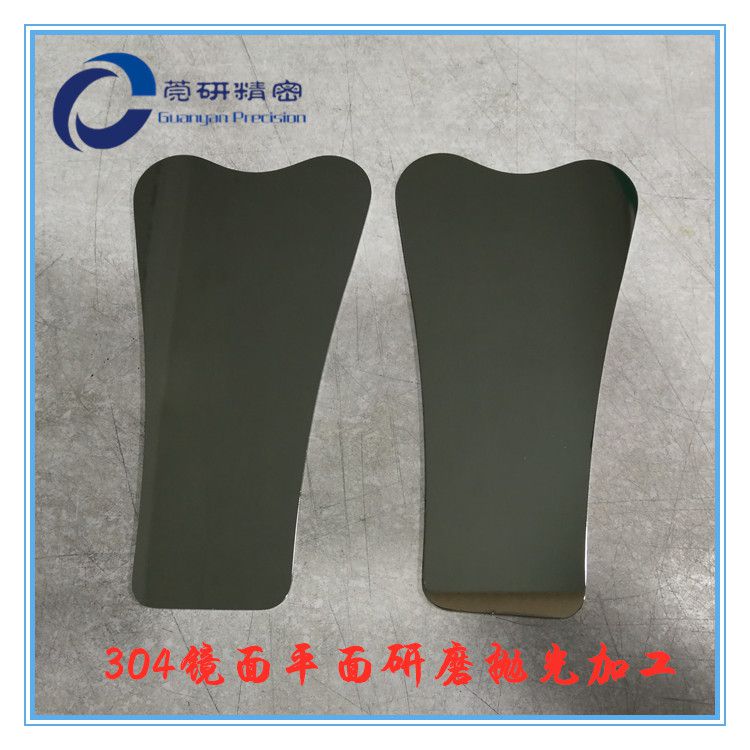
东莞莞研精密研磨公司承接口腔反光镜平磨加工,平面研磨抛光加工业务,可以研磨抛光不同材质的工件,欢迎大家前来咨询洽谈。