



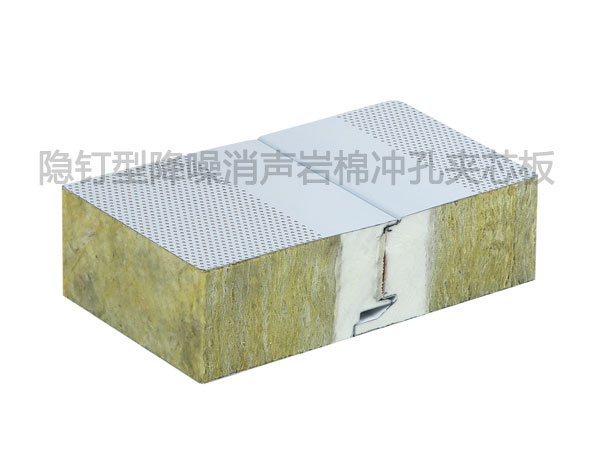


10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板防火3小时采用连续线生产,定尺寸加工,工厂复合成型,插接形企口设计,现场直接安装;方便、快捷。防火岩棉夹芯板的燃烧性能等级达到国标GB8624-2006中的级别A2-s1,d0,t0。
10公分横装隐钉型防火岩棉夹芯板根据客户的具体要求,可采用宝钢、博思格镀铝锌彩色钢板或镀锌钢板,可使用氟碳(PVDF)丶高耐候(HDP),聚酯(PE),硅改(***P),压花板,洁净板,抗静电板均可。

10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板检验依据:
GB/T23932-2009《建筑用金属面绝热夹芯板》
GB/8624-2012《建筑材料及制品燃烧性能分级》
10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板检验结论:
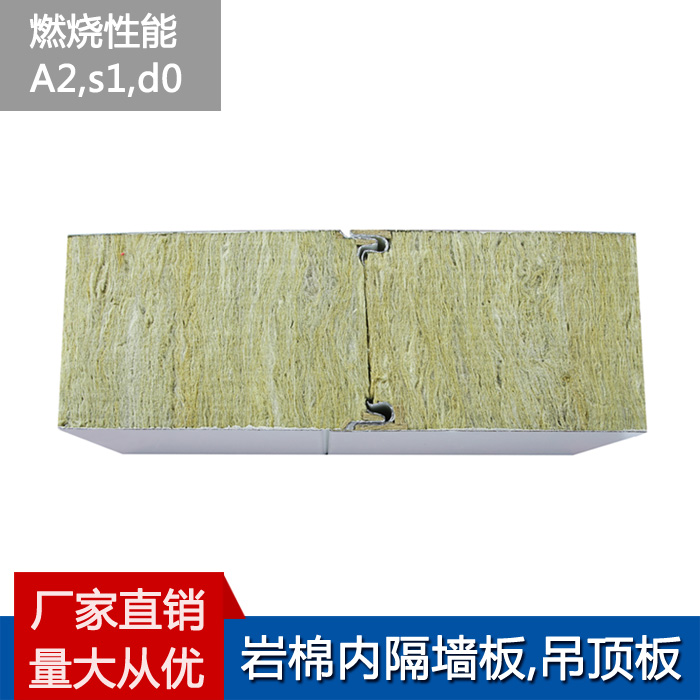
符合GB/T23932-2009中岩棉夹芯板的技术要求;燃烧性能的检验结果符合GB/8624-2012中平板状A(A2-s1,do)级不燃材料(制品)的技术要求。
10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板的规格:
常规宽度1130mm;厚度50mm;75mm;100mm;150mm;200mm;
截面:内外表面对称,接口处岩棉应紧密贴合在一起,防冷桥功能;颜色:灰白色;板面采用不易积尘、易清洗的纯平表面。
10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板的粘结剂必须满足以下标准:
强度高,其粘结强度不低于100kpa;耐久性好,在常温和极端温度下性质稳定,保证岩棉芯材和钢板之间的粘结力,24小时高温高湿老化测试后残余粘结强度≥50%。
系统类型:外墙围护系统、隔墙/吊顶系统等。
使用范围:工业建筑、公共建筑、商业建筑及各种建筑配套设施的防火分区,以及对防要求比较高(有耐火极限要求)的围护系统等。

10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板耐火时间:
50mm防火/结构岩棉夹芯板 耐火时间40min
100mm防火/结构岩棉夹芯板 耐火时间150min
150mm防火/结构岩棉夹芯板 耐火时间240min
200mm防火/结构岩棉夹芯板 耐火时间270min
10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板性能特点:
1、绝热性能,节能保温:
采用岩棉芯材,岩棉夹芯板导热系数:≤0.043w/(m.k),保温性能良好。
节点设计,确保密封性能和保温效果,减少了供暖或空调房间的能量损失,有效降低建筑能耗;
它的金属外饰表层,使它具有优越长期的绝热性能,在外表不被***的情况下,它的绝热保温性能可保持30年之久。
2、防火性能优异:
岩棉芯材为非燃烧材料,具有超过1000℃的熔结温度,耐火极限达到1小时以上,可在火灾中有效隔阻热流,防止火焰和烟雾蔓延,大限度的降低火灾损失。
我公司生产的岩棉夹芯板,岩棉芯材两侧不封堵聚氨酯,交错岩棉与岩棉紧密连接,真正达到A2级防火规定;
经过GB8624-2012《建筑材料及制品燃烧性能分级》判定为A2级不燃材料。
3、隔音性能优越:
空气声计权隔声量Rw≥30dB,可以有效降低外界噪声的干扰。
4、立面美观:
螺钉隐藏式节点设计,板面平整度高,烤漆涂层色彩丰富,色泽度持久。
5、绿色环保:
选用不吸水、不致***的环保岩棉材料。
10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板施工协调内容:
1、根据业主提供的工程招标文件及设计单位确认的设计施工图纸现场勘察情况
2、根据施工单位的产品质量标准文件与现行***施工规范及质量标准进行工厂加工成
3、根据作业需要提供水源、电源、场地等。
4、根据工程的结构形式和功能特点,拟派具有丰富的管理经验和杰出的管理、协调才能的项目经理
5、加强工程安全、消防、地盘的保卫防范工作及施工作业人员的管理工作。
6、协调各***施工队,充分发挥管理职能,协调好各施工队之间的交叉作业及相互配合,特别是土建、钢结构、门窗安装三者之间的相互配合和前后衔接
7、建立完善的工程质量控制体系和验收体系,并确定金属面岩棉夹芯板工程的质量控制;其他分项工程也是工程的质量控制***

10公分横装隐钉型防火岩棉夹芯板隔墙吊顶板厂家介绍常见焊接缺陷及产生原因和处理方法?
焊缝缺陷通长分为六类:裂纹、孔穴、固体夹杂、未熔合、未焊透、形状缺陷。
裂纹: 通常有热裂纹和冷裂纹之分。产生热裂纹的主要原因是母材抗裂性能差、焊接材料质量不好、焊接工艺参数选择不当、焊接内应力过大等;产生冷裂纹的主要原因是焊接结构设计不合理、焊缝布置不当、焊接工艺措施不合理,如焊前未预热、焊后冷却快等。处理办法是在裂纹两端钻止裂孔或铲除裂纹处的焊缝金属,进行补焊。
孔穴: 通常分为气孔和弧坑缩孔两种。产生气孔的主要原因是焊条药皮损坏严重、焊条和焊剂未烘烤、母材有油污或锈和氧化物、焊接电流过小、弧长过长,焊接速度太快等,其处理方法是铲去气孔处的焊缝金属,然后补焊。产生弧坑缩孔的主要原因是焊接电流太大且焊接速度太快、熄弧太快,未反复向熄弧处补充填充金属等,其处理方法是在弧坑处补焊。
固体夹杂: 有夹渣和夹钨两种缺陷。产生夹渣的主要原因是焊接材料质量不好、焊接电流太小、焊接速度太快、熔渣密度太大、阻碍熔渣上浮、多层焊时熔渣未清除干净等,其处理方法是铲除夹渣处的焊缝金属,然后焊补。产生夹钨的主要原因是***弧焊时钨极与熔池金属接触,其处理方法是挖去夹钨处缺陷金属,重新焊补。
未熔合、未焊透: 产生的主要原因是焊接电流太小、焊接速度太快、坡口角度间隙太小、操作技术不佳等。对于未熔合的处理方法是铲除未熔合处的焊缝金属后焊补。对于未焊透的处理方法是对开敞性好的结构的单面未焊透,可在焊缝背面直接补焊。对于不能直接焊补的重要焊件,应铲去未焊透的焊缝金属,重新焊接。
形状缺陷: 包括咬边、焊瘤、下塌、根部收缩、错边、角度偏差、焊缝超高、表面不规则等。