



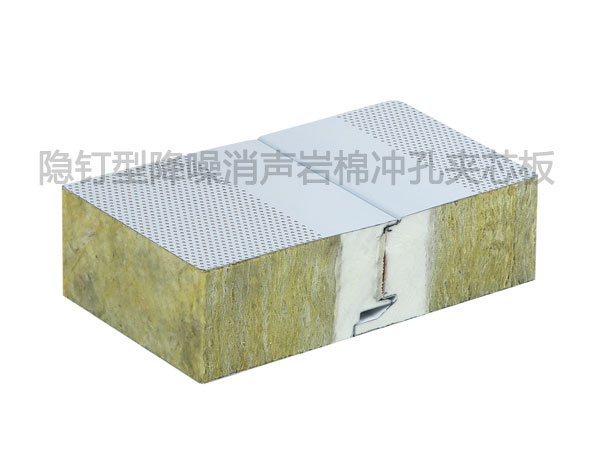


防火横装岩棉复合板,聚氨酯封边岩棉夹芯板多是采用600mm宽或1米宽的承插式岩棉夹芯板,暗钉,板面没有螺钉,企口处采用硬质发泡的聚氨酯进行封口,主要是增强企口的强度,防止企口变形,并且具有防水的***,能够避免岩棉吸水受潮而发生潮解, 并且板子横向安装。600mm宽的板子价格会比1000mm的高,因此,在项目允许的基础上,可以使用1000mm的板子,这样能够节省预算。
***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板无论金属采用的是彩钢,还是铝镁锰。其关键在于隐藏式、暗钉;有效宽度为:600mm、800mm、1000mm,不是普通岩棉夹芯板的950mm或者1150mm。企口处采用聚氨酯封边。
***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板在安装的过程中用到的配件有中缝压条以及收边件,主要应用于窗口以及板子相接处。另外需要加工的是转角板。其中中缝压条以及收边件可以按照米也可以按照平方米计算价格,而转角板的加工费是按照块收取费用。
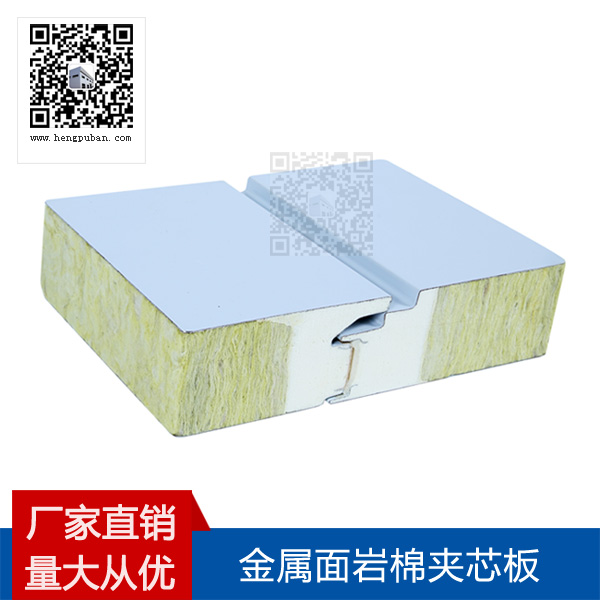
***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板采用高品质镀锌或镀铝锌彩色涂层钢板为基板,防腐、抗老化性能;岩棉90度翻转的新型生产工艺,使之与钢板成垂直状,大大增加了抗压强度;粘结浇水为国际知名跨国公司开发或国内知名品牌,粘结性能好。两侧距端部各有50mm宽采用pu聚氨酯封边,以保证良好的气密性、水密性。
***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板由福源来提供,是将上下两层金属板材分别压型,胶枪喷涂双组分胶水在金属板材内面,两边聚氨酯封边,中间填充岩棉芯材,通过双履带机固化定型,后定尺切割生产而成的聚氨酯封边岩棉夹芯板。具有防火优,重量轻,外观美,保温强,承重好,工期短等多重优点。

***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板产品参数:
1、聚氨酯封边岩棉板两面可采用彩涂板、镀锌、不锈钢等净化特定材质。
2、芯材可采用岩棉、玻璃棉,聚氨酯,硅酸铝棉或玻镁棉。也可根据客户要求制作特殊芯材、特殊规格的板材。
3、产品具有表面美观、防水、隔音、保温、防火、安装方便等优点。
4、板材规格长度:可根据客户的需求(一般≤9000mm)。
5、宽度:标准板:1000mm,厚度:50mm、75mm、100mm、150mm、200mm亦可定做。
6、非标准产品可任意规格定制。

***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板特点:
1、该板材表面纹理有条形纹和三角纹两种,连接处分有拉缝和无拉缝。
2、面板采用暗钉式连接表面无外露螺钉,使建筑物拥有立体外观。
3、横铺板具有较高的抗弯承载力,使墙面具有更优越的力学性能和保温性能,同时减少了对辅助钢结构结构的需要。
4、板面搭接设计紧密,防水性能佳,同时避免了冷桥现象的发生。
***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板主要是以岩棉和玻璃棉等芯材为主,采用涂层钢板、铝镁锰合金板为面材,保温芯材有岩棉、玻璃丝绵,芯材可定做厚度50-200mm,可按要求加工,***防火,环保节能,防水保温效果好,美观大气。

***防火横装岩棉复合板,聚氨酯封边岩棉夹芯板厂家介绍钢结构加工中出现的变形问题怎么办?
变形的原因
(1)复杂钢结构加工中出现的变形,主要有热变形、冷变形或相互关联的构件不能组装成一体。
(2)热变形通常是因焊接工艺不当造成的;冷变形是体积大、刚性差产生的;相互关联构件无法组装成一体,与放样划线不准、组装顺序错误或变形有关。
减少焊接热变形的操作方法
(1)夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。
焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。但此种方法焊件内部存在较大的内应力,对要求焊件内应力较小的构件,不宜采用此法。
(2)反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好***到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。
(3)采用***控制法:构件在焊接前,用许多焊点将焊接部位或四周***,还可在焊缝两侧压以重物,这种方法称***控制法。
(4)焊接顺序法:正确安排焊接顺序,是防止焊接变形的有效方法。焊接变形的规律是***道焊缝引起的变形***大,每道焊缝引起的变形量,一般不能相互抵消,***后的变形方向,总和***先焊的焊缝引起的变形方向相一致。