






彩钢聚氨酯封边岩棉夹芯板,隐钉型横装岩棉夹芯板由各种材质的金属板作为面板,填充防火保温材料,通过智能化专用设备经过加热、粘合、固化一次成型的集保温、节能、装饰与一体的多功能外墙建筑板材。该板材表面有小波纹、纯平、橘皮纹,采用横铺式安装方式,安装完毕整个墙面具有现代感,立体感,大气美观。表面层可以根据实际要求设计成各种花色及图形,美观大气,既可保温,又可装饰。特别适用于住宅、工业、公共建筑的外墙保温工程及现有建筑的节能改造,大幅度降低能耗。该款板材宽度及厚度可以根据使用要求定制,芯材层除了岩棉以外也可以更换玻璃棉、聚氨酯等不同的保温材料,满足不同的建筑物需求。

彩钢聚氨酯封边岩棉夹芯板,隐钉型横装岩棉夹芯板有效宽度为:1000mm(600mm,800mm可定制);
金属板及厚度:
金属板可以选择用彩涂钢板,镀铝锌钢板,不锈钢、铝镁锰3004;博思格,宝钢,烨辉等;钢板表面:PVDF氟碳漆,HDP高耐候,PE聚酯等;
金属板厚度:0.4mm-0.8mm;
岩棉厚度:50mm 75mm 100mm 150mm ;
岩棉密度:100-140kg/m3;
有效宽度: 600mm-1000mm
芯材容重: ≧ 120Kg/m3
导热系数: ≤ 0.043w/m.k
表面花纹: 小波纹、中凹槽、纯平
经过GB8624-2012《建筑材料及制品燃烧性能分级》判定为A2级不燃材料。
长度:根据客户需求可以做任意长度。
彩钢聚氨酯封边岩棉夹芯板,隐钉型横装岩棉夹芯板利用了聚氨酯产品优异的防水性克服了岩棉易吸水潮解的缺点,外表面无钉在物理性能上有效延长了产品的使用寿命。
彩钢聚氨酯封边岩棉夹芯板,隐钉型横装岩棉夹芯板因为不同的填充芯材而又有多重不同的属性:防火阻燃,保温隔热,吸音降噪,防静电等等特性,也满足了不同场所的需求。对于,实验室,食品厂一些对工作环境有特殊要求的企业来说,聚氨酯彩钢岩棉夹芯板,承插式岩棉夹芯板是很好的选择。

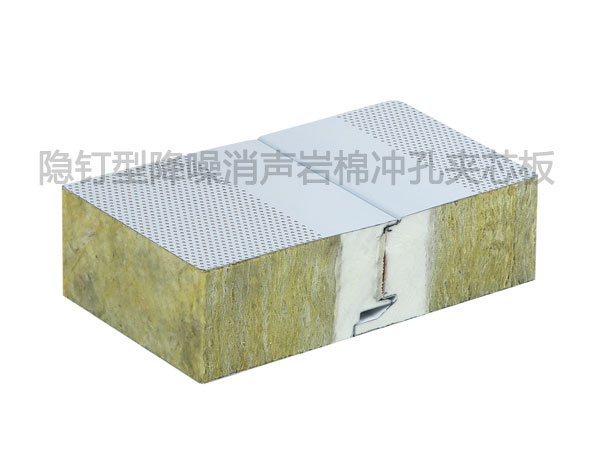
隐钉型横装岩棉夹芯板是根据安装方式而得名,其板与板连接如上图所示,板子横排,下面的板子用螺钉固定在檩条上,上面的板子安装把钉孔覆盖,有效的解决了钉孔遇水容易腐蚀的问题,延长了岩棉外墙横装夹芯板的使用寿命。
隐钉型横装岩棉夹芯板是指用在钢结构厂房外墙上的复合板,也有客户称之为三明治夹芯板,其安装方式是横向排板,竖着安装,因此也叫作岩棉横装夹芯板。
暗钉横装聚氨酯封边岩棉夹芯板外形美观,色泽艳丽,整体效果好,它集承重,保温,防火,防水于一体,且无需二次装修,是一种用途广泛,特别是在对于建筑工地的临时设施如办公室,仓库,围墙等,更体现了现代施工工地的文明施工 ,尤其在快速安装投入使用方面,在可装可拆、材料的周转复用指数方面,都有明显优势,较大幅度降低建筑工地临时设施费用,将是不可缺少的新型轻质建筑材料。
立体美观:装饰缝增加墙面层次感,单色、印花、压花实现多种外观效果。
彩钢聚氨酯封边岩棉夹芯板,隐钉型横装岩棉夹芯板是以檩条与檩条之间将板材横向连接的一款金属面复合板。此款板材以大气著称。安装及其方便,安装完成整个墙体表面没有一颗外露螺栓、保证了墙面的防水性能,同时也延长了整个墙面系统的使用寿命。横铺板的表面呈凹凸相间的小波纹,安装施工完毕后整个墙面现代感。且连接处的连接方式多样,如果想建筑立面的整体一致性很可选择无缝连接;如果想在建筑立面做腰线处理,可选择宽缝连接;选择面特别宽泛,从而提升建感!

彩钢聚氨酯封边岩棉夹芯板,隐钉型横装岩棉夹芯板厂家介绍钢结构完整工艺流程
下料→拼装→焊接→校正→二次下料→制孔→装焊其它零件→校正打磨
(2)箱形截面构件的加工工艺
(3)劲性十字柱的加工工艺
(4)一般卷管工艺流程图
1)预拼装数按设计要求和技术文件规定。
2)预拼装组合部位的选择原则:尽可能选用主要受力框架、节点连接结构复杂,构件允差接近极限且有代表性的组合构件。
3)预拼装应在坚实、稳固的平台式胎架上进行。其支承点水平度:
A≤300~1000m2 允差≤2mm
A≤1000~5000m2 允差<3mm
(1)预拼装中所有构件应按施工图控制尺寸,各杆件的***线应交汇于节点中心,并完全处于自由状态,不允许有外力强制固定。单构件支承点不论柱、粱、支撑,应不少于两个支承点。
(2)预拼装构件控制基准,中心线应明确标示,并与平台基线和地面基线相对一致。控制基准应按设计要求基准一致,如需变换预拼装基准位置,应得到工艺设计认可。
(3)所有需进行预拼装的构件,制作完毕必须经专检员验收并符合质量标准的单构件。相同单构件,宜能互换,而不影响整体几何尺寸。
(4)在胎架上预拼全过程中,不得对构件动用火焰或机械等方式进行修正、切割,或使用重物压载、冲撞、锤击。
(5)大型框架露天预拼装的检测时间,建议在日出前,日落后定时进行。所使用卷尺精度,应与安装单位相一致。
4)高强度螺栓连接件预拼装时,可采用冲钉***和临时螺栓紧固。试装螺栓在一组孔内不得少于螺栓孔的30%,且不少于2只。冲钉数不得多于临时螺栓的1/3。
5)预装后应用试孔器检查,当用比孔公称直径小1.0mm的试孔器检查时,每组孔的通过率不小于85%;当用比螺栓公称直径大0.3mm的试孔器检查时,通过率为100%,试孔器必须垂直自由穿落。
6)按本规程5)规定检查不能通过的孔,允许修孔(铰、磨、刮孔)。修孔后如超规范,允许采用与母材材质相匹配的焊材焊补后,重新制孔,但不允许在预装胎架进行。