



PM2000风管软件 光纤激光切割机
PM2013风管软件 等离子下料机
PROFILE MASTER 2000 CAM-DUCT
CAM duct 2013软件
PROFILE MASTER 2013 CAM-DUCT
风管排版软件
等离子切割软件
风管展开软件
等离子风管软件
风管切割软件 PM 2000中文版
等离子切割软件 pm2000中文版
PM2000风管软件中文版(汉化程度超力丰程度,可定制汉化),支持WINXP WIN7 WIN8 WIN10 32 64位系统,支持上海交大方凌 北京斯达峰 力丰 科瑞嘉等切割系统,提供***技术支持,

就白铁风管加工来讲,因为白铁风管有很多样式,每种样式又有很多规格,我们不可能用手工绘制每种样式、每种规格的图纸,所以就需要专用的数控切割排料软件,如:Lantek等。
风管黑铁件的切割加工,除了使用上述风管专用切割排料软件外,可能还需要切割很多异形件,这时我们就需要用电脑绘制相应的图形,然后再进行排料->生成加工程序->进行切割加工。

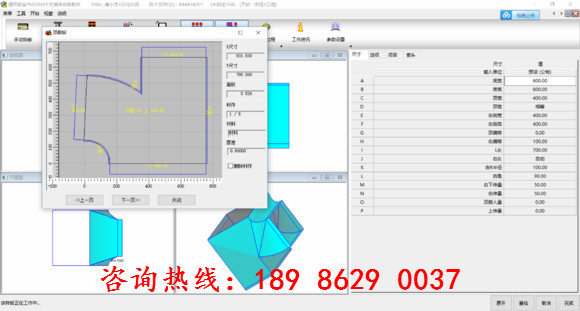
为适应风管展开切割下料的需要,我们向您推荐使用风管展开切割专用CAM软件,在这类软件中内置了几百种风管类型,每一种风管类型都可以自定义各种尺寸、咬口、法兰等参数,您所需要做的就是在软件中选择风管类型,输入相应参数,软件会自动生成切割加工程序,您只需把加工程序在风管等离子切割机数控系统上调入后进行切割加工就可以了。
风管数控等离子切割机,风管展开数控切割下料专用软件。支持国内主流数控切割系统美国海宝 上海交大 北京斯达特 北京斯达峰等,支持AUTOCAD输出。
Windows介面,操作容易,直接输出DXF档,100%与各种切割机相容风管接头图库:上百种圆形,方形,长圆形参数化图库可供选用。接管方式可为焊接或勾丁(台湾勾,日本勾,正勾 …)。可使用公制或英制尺寸。完善的参数选项,所有制造需求均包含在内,简易设定程序,快速展开图形,***可靠)
数控切割机价格:http:///category-7.html
数控火焰切割机价格:http:///category-14.html
数控等离子切割机价格:http:///category-15.html
龙门式数控切割机:http:///category-7.html
龙门式数控火焰切割机:http:///product-17.html
龙门式数控等离子切割机:http:///product-16.html
便携式数控切割机:http:///category-10.html
便携式数控火焰切割机:http:///product-34.html
便携式数控等离子切割机:http:///product-38.html
台式数控等离子切割机:http:///ml
台式等离子切割机:http:///product-44.html
风管等离子切割机: http:///category-5.html
通风管道等离子切割机: http:///product-43.html
风管等离子切割机价格: http:///product-12.html
相关产品链接地址:
光纤激光切割机http:///list-14-1.html
数控等离子切割机http:///list-10-1.html
数控火焰切割机http:///list-11-1.html
龙门式数控切割机http:///list-12-1.html
便携式数控切割机http:///list-48-1.html
小蜜蜂数控切割机http:///list-39-1.html
台式数控等离子切割机http:///list-40-1.html
相贯线切割机http:///list-41-1.html
全自动激光切管机http:///list-42-1.html
一 ***空调风管的制作
(1)风管制作的现状
风管的质量对***空调的性能起到了要害性的作用,而且,风管的制作还是保证安装质量的基础。然而,在传统的制作过程中,很多工艺都是依附手工完成的,机械加工部分的比重较小。手工制作出来的产品和机械制作出来的产品相比,在质量上面存在着很大差别,很多细节方面更是无法做到高度准确。其生产速度也对批量生产造成了重大影响。随着机械技巧的不断发展,传统的手工制作已经逐渐被机械制作所代替,国外的很多***生产企业已经将主动化生产线引入到了风管的制作当中,其生产出来的风管更加的周密,外观平整而且产量相当高,这对于降低企业的生产成本非常有利。目前,我国很多家同类产品生产企业,纷纷引进国外的***技巧,大力推动国产设备的生产,并有很多国内产品已投放到市场当中。
这为我国通风管道的批量生产打下了坚实基础,在这些机械设备的支撑下,国内的***空调风管制作业取得了***的光辉成果。
(2)风管制作材料的选择
一般情况下,在***空调风管制作的材料上,重要会采用玻璃钢、镀锌铁皮以及复合材料。但是,由于玻璃钢风管的生产加工地点必须选在工厂中,而且,材料的损耗较高,容易老化,因此,在***空调的材料选择上,一般以镀锌铁皮和复合材料为主。这两种材料,镀锡铁皮很合适大尺寸的机械加工。因为,在小尺寸的加工中很难找到合适的加工设备,从而导致生产周期较长。另外,镀锌铁皮风管在施工过程中,很难正确的把持其安装精度,从而对施工人员的技巧请求相当严格。针对这一问题,很多厂商纷纷开辟合适小标准的加工设备以及连接方法,但其并不能在根本上解决问题,只能是进行适当缓解。因此,北京三菱空调维修电话,镀锌铁皮材料制成的风管更加合适大型的***空调安装。复合材料风管通常都是采用手工施工的方法,并不需要专门的设备进行加工。并且,在施工过程中,因为很多配件都是成品,只需要组装即可,对施工人员的技巧程度请求较低。因此,更加合适于家用的***空调小领域施工。
(3)风管制作
本文***以金属风管制作为例,一般情况下,卷材会应用矫平机,重复的利用多辊进行钢板纠正。当平板产生弯曲变形的时候,会选用人工进行锤击加以纠正。当选用的板料厚度小于0.8毫米时,就必须应用平头的木锤进行击打调平,其中重要是利用了木锤面积较大、性质较软、平整速度快而且效率较***优点;当板料的厚度大于或等于0.8毫米时,木锤起不到很好的效果,只能选择重量大、性质硬的钢制平头锤进行整平工作,并且,对其的剪切工作一般会由机具完成。在进行风管的咬接时,要留出充分的咬接余量,以便于进行展开下料;剪切倒角的时候,务必做到正确无误,板料剪切之后,咬口之前,需要利用倒角机或者是铁质的剪子裁剪出倒角,并且,在这一过程中,应时刻注意不要涌现接缝以及翻边处涌现重叠现象。我们常见的几种咬口情势包含:板材的拼接咬口以及圆形风管的闭合咬口,这两种类型的咬口可以采用单咬口;矩形风管或者是配件,一般采用转角咬口、联合角咬口、或者按扣式咬口;圆形弯管一般选用立咬口。不锈钢材质的风管以及配件很容易在空气中受到氧化或者腐化,因此,在应用这些材质制成的风管和配件之前,必定要对其表面进行钝化,从而有效的降低腐化程度,延伸设备的应用寿命。而且,咬口时普通的钢材是***不可以应用的;咬口的工具可以选择木锤或者是不锈钢以及铜质的工具。另外,不锈钢板法兰需要应用不锈钢板为原材料,如果有条件的话,也可以用普通的碳素钢法兰替代,但是,必须进行有效的防腐措施,以保证其具有高强度的抗腐化性。