


l 提供螺距误差补偿功能,可提高机床的***精度。
l WindowsXP操作平台下运行,为操作人员提供明晰的生产过程监测窗口,参数设置窗口,程序代码修改编辑窗口,机床调试和校准窗口和其他辅助功能窗口。过程监测窗口提供数字位置指示和图形跟踪两种过程检测方式,可以选择使用。
l 借助第三方图形设计编程软件,加工实现工件的图形输入,自动完成加工程序的编制。
l 配置局域网络接口,建立外部计算机与机床,机床与机床之间的程序传送能力,该控制器兼容ISO代码和3B代码。
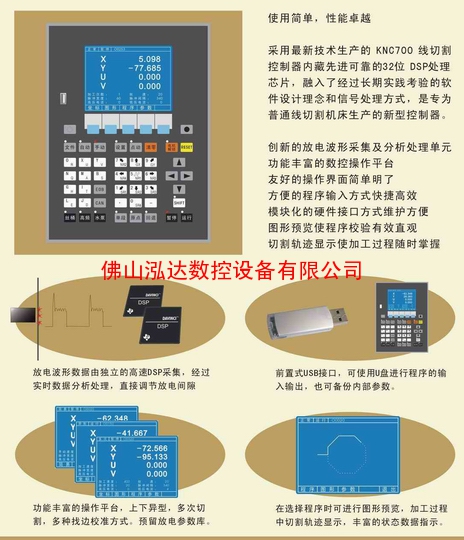
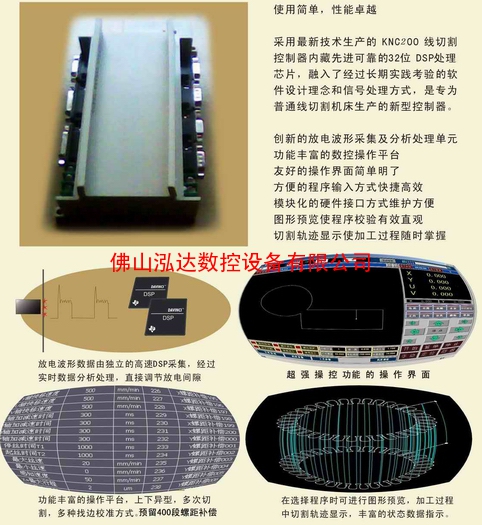
l 配置内置的数字控制单元,实现四个数控轴的位置运动控制,插补采用DDA算法,精插补采用专用硬件芯片实现,I/O接口采用完全的光电隔离。该单元具有两轴插补功能,复合零点找正(两平面坐标的重合原点),自动对中,根据放电间隙信号自动调整进给速度,短路自动回退等功能。
佛山泓达数控设备有限公司
普通会员第17年
|
公司主营:中走丝控制柜,中走丝控制系统