






烙铁头熔蚀防治对策(松香芯型焊锡)
LFM-M/S 系列
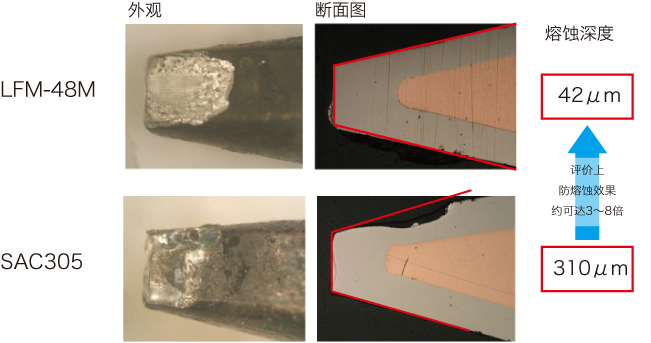
能***无铅化后产生的『烙铁头熔蚀』问题。
减少烙铁头的更换频率,同时实现焊接稳定性和降低成本。
合金特性
| 特征 | 烙铁头熔蚀防治对策产品 | JEITA合金 | 检测方法 | |
| 合金名称 | LFM-48S/LFM-48M |
LFM-48 |
||
| 合金组成 | Sn-3.0Ag-0.5Cu-α | Sn-3.0Ag-0.5Cu | ||
| 液相温度 (℃) | 221 | 220 | DSC分析 | |
| 固相温度 (℃) | 217 | 217 | DSC分析 | |
| 抗拉强度 (MPa) | 46 | 44 | ※JIS抗拉强度测试 | |
| 屈服强度 (MPa) | 39 | 38 | JIS抗拉强度测试 | |
| 伸长率 (%) | 47.5 | 48.2 | JIS抗拉强度测试 | |
| 加工硬化率 | 0.032 | 0.040 | JIS抗拉强度测试 | |
| 杨氏模量 (GPa) | 52 | 50 | 超声波法 | |
| 泊松比 | 0.35 | 0.36 | 超声波法 | |
| 比重 | 7.4 | 7.4 | 电子比重计 | |
| 比热容 (J/g K) | 0.23 | 0.23 | 激光闪光法 | |
| 热导率 (%) | 65.9 | 63.2 | 激光闪光法 | |
| 热膨胀率 (%) 100℃ | 0.172 | 0.173 | 立式膨胀仪 | |
|
热膨胀系数(10-6/K) |
20-100℃ | 21.6 | 21.6 | 立式膨胀仪 |
烙铁头熔蚀防治对策合金(松香芯型焊锡)
| 助焊剂 | 合金名称 | 合金组成 | 熔融温度 | 合金区分 | ***化效果 |
| 对应各种助焊剂 | LFM-48S | Sn-3.0Ag-0.5Cu-α | 217-221℃ | SAC305 | × |
| LFM-48M | Sn-3.0Ag-0.5Cu-α | 217-221℃ | SAC305 | ○ | |
| LFM-86S | Sn-3.0Ag-0.7Cu-α | 217-228℃ | 低银 | ○ | |
| SJM-03S | Sn-0.3Ag-0.7Cu-2.0Bi-α | 210-226℃ | 低银+高强度 | ○ | |
| LFM-41S | Sn-0.3Ag-2.0Cu-α | 217-270℃ | 铜浸出对策 | ○ | |
| LFM-22S | Sn-0.7Cu-α | 227-228℃ | Sn-Cu | ○ |
※LFM-M/S已获得JP PAT No.3966554。
※LFM-48M、SJM-03S已获得JP PAT No.3966554、US PAT No.7138086B2。
