



标配了高精度的焊接传动系统。
与以往产品相比提速约15%,2种热门机型可供选择。
适用于要求更高速?9?9更高精度的加工。
专门设计的可满足加工尺寸、工厂空间等多种要求的机器,2种小机型可供选择。
标配了净切送料器和锁定装置,可实现高精度焊接。重复性好,可持续进行高精度的焊接作业。
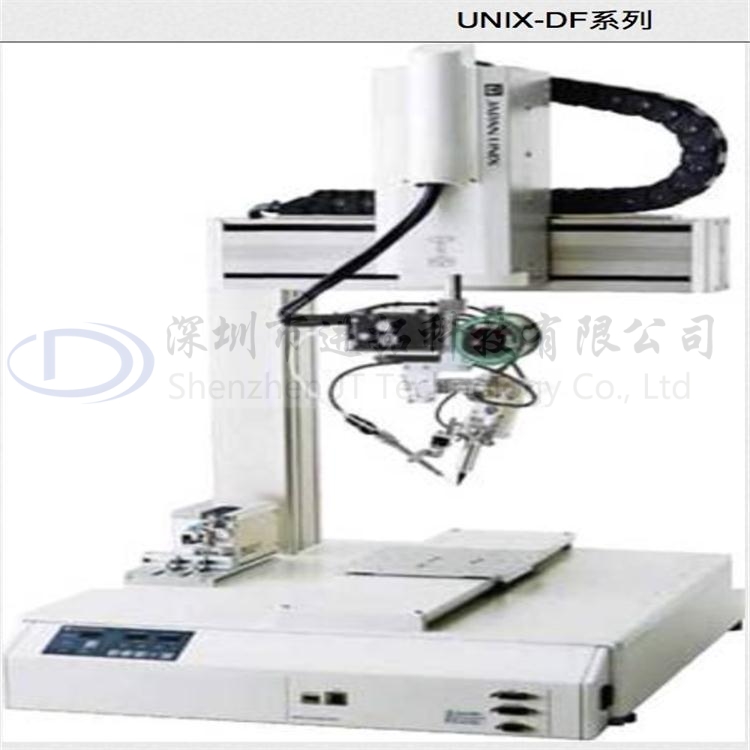
1实际应用
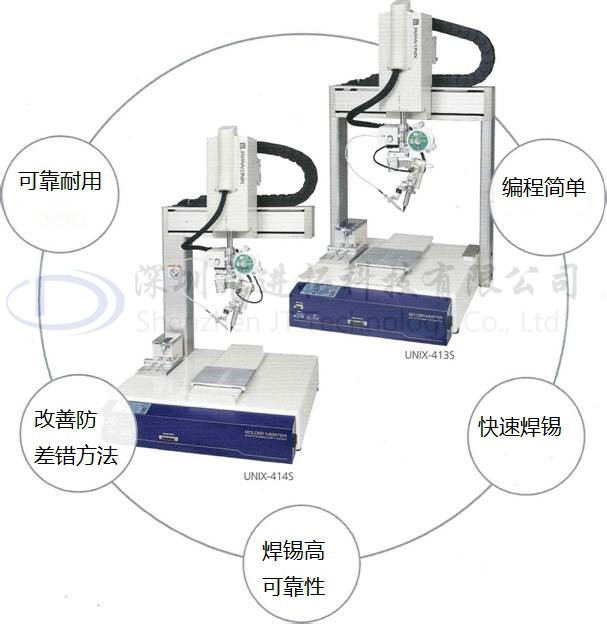
桌面焊锡机器人被广泛用于生产制造
车载电子
近年来,模块化已迅速发展。车载电子元件需要安全和高可靠性,所以控制焊锡质量的最高水平是必需的。桌面焊锡机器人可靠,操作方便,甚至能使初学者达到专家焊锡质量

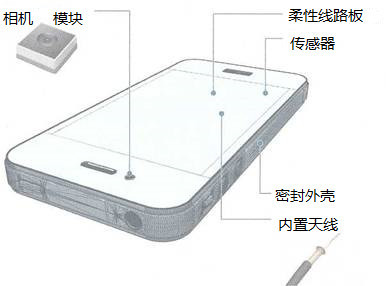
智能手机
对于智能手机和手机应用程序,基板会越来越密集的和细小,更轻。桌面焊锡机器人支持 多种
表面贴装组件,也广泛用于微小焊锡
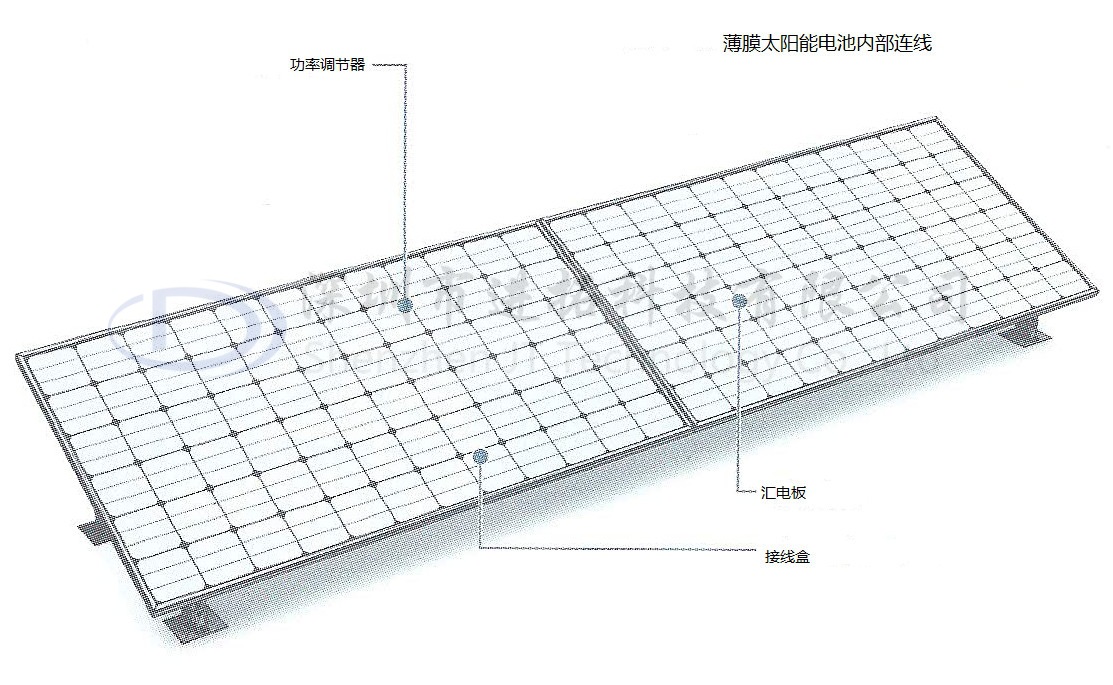
太阳能光电板
桌面焊锡机器人甚至用于超声波焊接的小太阳能电池板等产品。他们也广泛用于如功率调节器线路板,接线盒等的焊锡
LED终端

桌面焊锡机器人也提供适当的组件支持,能够在适当的温度很难焊焊接LED照明灯终端和电源板
2优点
焊锡生产单元的巨大投资效益
UNIX-410S系列的优点
UNIX-410系列优势
JAPAN UNIX焊锡机 UNIX-410S系列焊锡机,UNIX焊锡机
改进焊锡质量
自动送锡装置
传感器检测焊锡送锡错误
锡线切开可以减少锡珠和助焊剂飞溅 *破锡送锡装置为标配可选件
 |
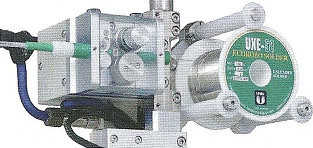 |
送锡装置 破锡送锡装置
周期时间减少15%左右 *和以前机型相比
| 包含焊锡机器人程序 |  |
多种加热器 |
|
|
教导简单 包含焊锡控制器 包含各种计数功能 |
两种大功率加热器 广泛的烙铁头形状配合使用 |

减少维修和停机时间
| 锁定机构 |  |
烙铁头清洁盒 | 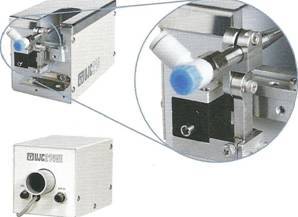 |
|
记忆角度锁定防止送锡位置偏差 XY调整机制 |
真空吸尘部分可减少清洁时的焊锡飞溅 吹气嘴锁定机制 |
广泛的先进功能
|
改善烙铁头位置精度确保质量 3轴烙铁头位置补正机构UCS-410S-SET |
 |
更好的清洁改进焊锡质量 双刷清洁盒UJC-217SK5 |
 |
| 在2-3分钟内自动校正烙铁头由于腐蚀或者热膨胀所造成的位置偏差 |
用两个高速旋转的钢丝刷清洁 有效消除碳化和其他难处理的积累 |
3标准配置

机器人组详细(UNIX-413S/414S)
| 焊接头 | 选择UMC-087A-AH或UMC-087A-BH |
| 送锡装置 | 选择UPM-053或UPM-053CC |
| 带真空吸尘功能清洁盒 | UJC-214C2IIL |
| 锁定机构 | 见下 |
| 送锡管 | 见下 |
| 开关盒 | RK-SWB |
| 教导面板 | RK-TP-R(线长2m) |
| 加热器线缆 | 取决于加热器而型号不同 |
| 电脑软件 | USW-RK410SE(英语) |
可用的加热器
| 十字加热器 | 十字加热器L |
| 设计最大化提供热容量 | 温度感应器紧靠烙铁头尾部以改进感应精度 |
| 加热器和烙铁头分离,独立更换 | 焊接时减少启动时间和温度快速补偿 |
| 烙铁头形状广泛 | 加热器和烙铁头分离,独立更换 |
| 十字凹槽确保烙铁头位置的可重复性 | V型凹槽阻止烙铁头插入时的错位 |
 |
 |
4标准机器人配件
标配的更先进的焊锡单元
|
焊接头 UMC-087A-AH(配十字加热器) UMC-087A-BH(配十字加热器L) |
 |
|
两种加热器按需选择 标配送锡锁定机构 加热器单元容易分离,烙铁头和加热器约1分钟就可更换 |
|
  |
|
锁定机构 记忆角度锁定提供稳定性和防止维修时容易发生的送锡位置错误 完美保证原先送锡位 |
 |
|
送锡装置 UPM-053/UPM-053CC(破锡型) 编码器检测例如锡线用完,堵塞和滑动等的错误 改进了锡线送锡精度 专有机构可一键更换成卷锡线 破锡送锡装置作为标配可选件 |
 |
|
破锡型锡线横面部分
破开锡线,减少90%以上的锡珠和助焊剂飞溅 *破锡结果会因所用锡线材料而改变,某些锡线材料甚至是不相容的 |
|


|
真空烙铁头清洁盒 UJC-214CWIIL 吹气型清洁盒 真空系统减少吹锡清洁时焊锡飞溅 吹气嘴角度调整依靠锁定机构,可轻易重置角度。 |
 |
5选配件
最新的功能高性能选配件
|
3轴烙铁头位置校正机构UCS-410S-SET |
 |
钢丝刷清洁盒UJC-217SK5 |  |
|
UNIX-410S系列烙铁头位置自动校正机构 快速自动校正因烙铁头消耗和热膨胀造成的位置偏移 |
两个钢刷同时旋转,除去烙铁头上的顽固残留物 有效清碳化物、锡氧化物和其他标准烙铁头清洁盒不能去除之物质 |
| 锡线预热SHN-41S-** |  |
横向滑动装置UMC-087-RL |  |
|
预先加热锡线,减少焊锡时因突然热冲击造成的锡珠和助焊剂飞溅。 有效减少生产节拍时间 **=锡线直径 不能用于锡爆送锡装置 |
滑动焊接头以平衡接触工件时的压力 |
| 氮气产生器UNX-200 |  |
氮气套筒 |  |
|
制造氮气环境,改进无铅焊锡的可焊性 防止氧化,提高爬锡和润湿性 |
从烙铁头末端吹出氮气 |
| 双重加热器SHN-W100 |  |
数字温度计UNISENSOR-701A |  |
| 双加热器设计是为了改进氮气预热 |
烙铁头温度测量的数字温度计 手持设计可容易测量已安装好的烙铁头温度,适合常规温度管理 |
| 吸烟器UAC-2000 |  |
吸烟管UAC-9DS-413S/UAC-9DS-414S | |
|
焊锡时,吸收助焊剂烟雾 双重过滤器去除烟雾 3段吸力调整,过滤器堵塞传感器 尺寸W340*D360*H477(mm)(含凸起部分) 重量:约18.5kg |
 |
技术指标
| UNIX-413S | UNIX-414S | ||
| 产品图片 |  |
 |
|
| 轴数 | 4轴同步控制 | ||
| 移动范围 | X轴 | 300mm | 400mm |
| Y轴 | 320mm | 400mm | |
| Z轴 | 100mm | 100mm | |
| R轴 | ±360° | ||
| 最大可搬动重量(工件) | 11kg | ||
| 最大速度(PTP) | XY轴 | 800mm/sec.(8-800mm/sec) | |
| z轴 | 320mm/sec.(3.2-320mm/sec) | ||
| R轴 | 800°/sec.(8-800°/sec) | ||
| 重复精度 | X,Y轴 | ±0.01mm | |
| Z轴 | ±0.01mm | ||
| R轴 | ±0.02° | ||
| 对应最大夹具尺寸 | 300*275mm(X,Y) | 400*365mm(X,Y) | |
| Z轴焊接头与X轴台面距离 | 115mm | ||
| 位置教导方法 | JOG直接移动各轴教导位置方式/MDI位置坐标直接输入模式 | ||
| 教导方式 | 通过教导面板直接教导/用电脑在离线状态下教导(选件) | ||
| 程序数 | 255组 | ||
| 焊点最大储存数量 | 30,000个焊点(点数最大合计量) | ||
| 驱动系统 | 5相步进马达 | ||
| 控制系统 | PTP控制,CP控制 | ||
| 辅助计算功能 | 3次元直线辅助计算,圆弧辅助计算功能 | ||
| 外部接口 | RS232C接口2个(1个PC,另1个可以外接可选备件)/RS422接口1个(用于教导面板) | ||
| 外部I/O(最大) | 输入24点,输出24点 | ||
| 简易PLC功能 | 50个程序,每个程序可以写入1,000步命令 | ||
| 烙铁头温度控制范围 | 200-450℃ | ||
| 加热器报警范围 | 5-99℃可变范围 | ||
| 加热器功率 | 200w:十字加热器 250w(十字加热器L) | ||
| 支持锡线直径 | Φ0.5-Φ1.2(标准),Φ0.6-Φ1.0(破锡型) | ||
| 报警情况 | 锡线中断,锡线堵塞,加热器报警 | ||
| 外观尺寸mm | W560*D528*H928 | W584*D628*H928 | |
| 电源 |
AC100V±10% 50/60Hz 450VA |
||
|
AC115V±10% 50/60Hz 450VA |
|||
|
AC230V±10% 50/60Hz 450VA |
|||
| 压缩空气 | 干燥空气,最大0.5Mpa | ||
| 相关湿度 | 20-95%(无霜结现象) | ||
| 相关温度 | 0-40摄氏度 | ||
| 重量 | 38kg | 45kg | |