


| 钢板预处理生产线 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
钢板型材表面全自动预处理线的用途
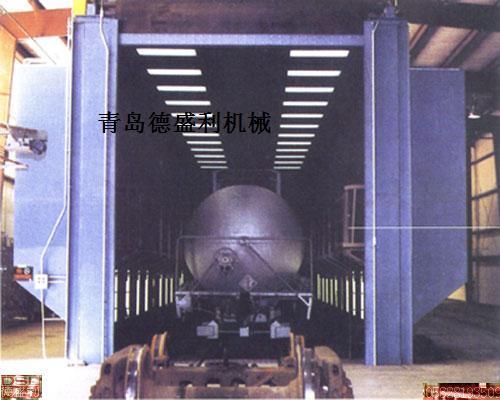
钢材预处理线是将钢材在焊接加工前进行表面抛丸除锈并涂上一层保护底漆的设备,设备全长约70米,重约150吨。该设备由送进辊道、雨污清扫装置、预热室、抛丸除锈系统、丸料清扫室、中间辊道、喷漆室、烘干室、编码打印、送出辊道、抛丸除尘系统、漆雾处理系统及电控系统等组成。钢材经过预处理可以提高机械产品和金属构件的抗腐蚀能力,提高钢板的***性能,延长其使用寿命;同时还可以优化钢材表面工艺制作状态,有利于数控切割机下料和精密落料。此外,由于加工前钢材形状比较规则,有利于机械除锈和自动化喷漆,因此采用钢材预处理可大大提高清理工作的效率,减轻清理工作的劳动强度和对环境的污染。
近几年,由于采用可编程序控制器控制,设备的自动化程度得到更大程度的提高。  (钢材预处理线部分结构图)
注:南方多雨天气的客户及东北地区,需要预热装置(有电加热、远红外加热、燃气、燃油加热等多种方式),烘干亦如此。关于预处理线的运行速度,我公司可满足用户的任何要求,包括增加抛丸器的功率、串联多台抛丸机等方式。
关键技术及保证措施
随着科学技术日新月异的进步,计算机及自动测控仪表在机械制造行业得到普遍应用,一些几十年前不可能实现的功能现在变得轻而易举。我公司紧跟国际潮流,在钢材预处理线上采用了温度变送器、旋转编码器等元件,全线计算机监控(监控中心,代替老式的模拟屏),闭路电视监控,并且可根据用户要求配置自动打码仪及自动条码打印装置。计算机等高科技产品在机械产品上应用是一种必然的趋势。
工件输送系统
1 工件输送系统变频无级调速,各工部既可同步运转,又可***动作。
2 抛丸室辊道装有特殊材料耐磨护套。 3 板链输送器 “V”型结构,喷漆后钢板短线接触,以避免漆膜***。 抛丸清理
1 工件测高采用光电开关及制动电机,在抛丸室外,防粉尘干扰。
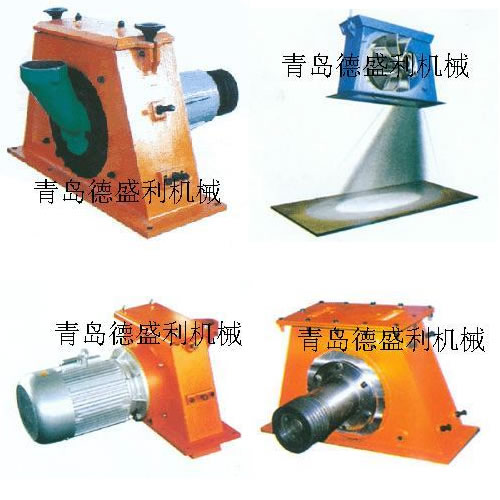
2 工件测宽装置,自动调节供丸闸开启数量。 3 采用***的悬臂离心式抛丸器,抛丸器布置经过计算机仿真。弹丸避开辊道,工件覆盖均匀一致。 弹丸清扫
1 滚扫、侧扫及高压风机吹扫
丸料循环净化
1采用满幕帘风选分离器,
2 采用专用聚脂线芯提升机传动带, 3 采用气控弹丸控制器 4 弹丸循环系统各动力点设故障报警功能 抛丸除尘系统
1 选用旋风、布袋集成式除尘器,粉尘排放达到***标准
喷漆室
1 高压无气喷漆泵2台,其中一台备用
2 采用标准线性导轨支撑小车,小车行程两端变频缓冲 3 工件检测及传动机构与喷枪分隔设置,无漆雾干扰,便于清理漆垢 烘干室
1 可采用多种介质加热器(或燃烧器),热风循环,使热量得以充分利用。
2 烘干室温度40~70度可调 漆雾过滤装置及***气体净化装置
1 采用***的漆雾过滤棉过滤漆雾
2 采用活性炭吸附***气体 电气控制系统
1 PLC控制,上位机(微机)动态模拟监控
2 循环系统故障报警功能 3 易损件时间累积计时功能 钢板型材表面全自动预处理线技术参数
注:上述参数只适用于我公司定型产品。贵公司定购时,需根据实际情况(如生产量、预处理的用途等)得出具体参数。
|