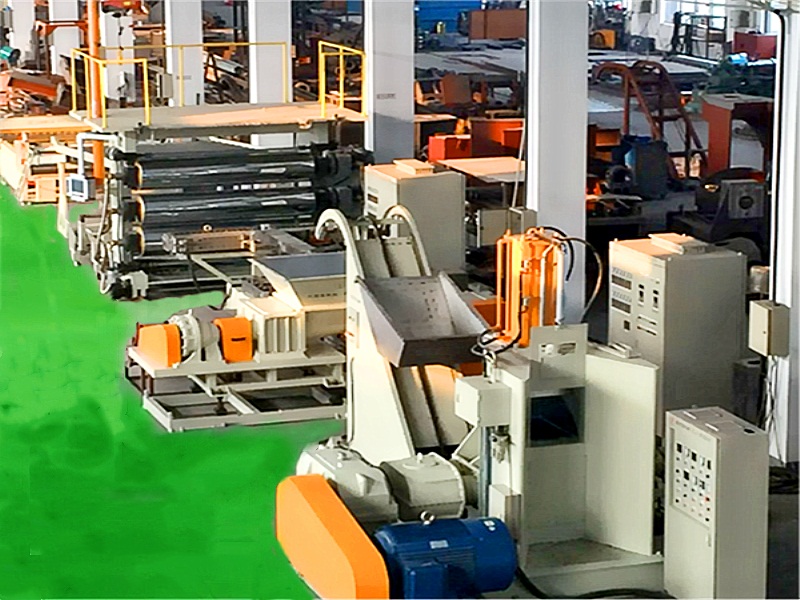



塑胶跑道挤出机(图)



三、机器的结构及简要说明
1、该机主要由机头、左机身、左机身、减速箱、调速电机、电机滑道、电器控制柜等几部分组成。
2、电气安装在电柜内,采用集中控制,电机转速由控制器控制,电机输出转距通过减速箱内输出轴传给螺杆以达到挤出橡胶的目的。
3、螺杆与减速箱输出轴采用直联式浮动连接,螺杆的轴向力由轴承座内的推力轴承来承受,,径向力有一组单列向心球轴承及输出轴来承受,所以具有精度高,传动平稳的特点,螺杆内有冷却孔,可用来调节螺杆温度。
4、左右机身及联接法均采用高强度铸钢件,机筒处加工成螺旋槽,使蒸汽及冷却水循环通过,达到均衡调节机身温度的目的。
5、机头采用方型结构,内部有蒸汽或冷却水循环槽
6、挤出控温范围
四、操作与使用
1、该机启动前应检查个润滑部分的储油量是否达到要求。
2、观察进料口,检查螺杆与机筒之间是否有杂物。
3、该机允许有空转,如必须空转时可在机筒与螺杆之间加入润滑油,在短时间内空转。
34、设备电器的防护装置必须齐全,牢固有效。
5、***检查电气线路是否正确。
6、各项检查工作完成后,向机身、机头通入蒸汽使之预热,当温度达到所需温度是可加料工作。
7、在开始加料时应低速运转,少量加料,当机头开始出料时可按需要正常挤出。
8、正常挤出时可根据工艺要求向机身,螺杆通冷却水,保证工艺所需要求。
9、开关机:开机—先接通电源开关、启动电机、打开控制器开关,旋转控制器旋钮,从慢到快调到工作转速,关机—旋转控制器旋钮至零位,关闭控制器及电源开关。
五、工艺过程
1、清理机头及连接处的余胶和杂物.
2、安装好机头,把模芯、模套选择合适后安装在机头.
3、通蒸汽加热机身、机头.
4、当机头、模具和机身温度达到要求后开动挤出机.
5、橡胶条加入喂料口并放冷却冷却螺杆和机身,使其温度控制在规定的范围内.
6、当胶料从模套口挤出后,观察其挤出质量,当确认达到要求后,调整模套的位置,控制偏心度,同时检查挤出的空管内孔的大小,调整对模距离经合适大小.
7、用一根与挤线芯大小相似的短段线芯穿模调偏心,经检查确认偏心度达到要求后,将线芯穿模孔与引线相连.
8、线芯应与引线连接结实,经连接处应用胶带结实并密封好,防止硫化管道中蒸汽进入线芯.
9、在管道出口密封处,选好密封胶垫并按好..
10、开动挤出机和牵引机.挤出外径符合要求后固定上密封.
11、缓慢打开硫化管道蒸汽阀和下密封外冷却水阀,管道蒸汽工作压力应为8.00+0.548/cm2.
12、挤绝缘时应加隔离带.
13、挤护套时应调整好印字轮,使印字大小合适,字迹清晰.
14、按<<通用橡套软电缆工序控制标准>>中质量要求检查挤出硫化后的产品质量,合格后方法继续生产.
15、生产过程中,挤出机的温度控制应在工艺要求范围内,每生产一根线,操作人员均
4应取样按质量要求检查,并应认真做好记录.
16、生产结束时,应先停牵引机,每停挤出机,管道中的电缆硫化5min左右时再缓慢
