

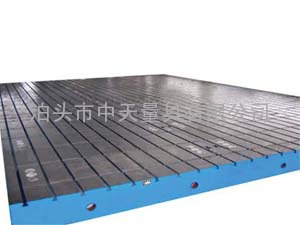
一、铸铁方箱的材质:采用优质灰铸铁HT200-250,按JB/T3411.56-99标准制造。铸铁检验方箱经过两次人工退火处理,完全去除内应力,铸件结构稳定,不易变形。
二、铸铁方箱的用途:作为工业生产车间里钳工做立体划线的工具;也可以检测机械零件的平行度和垂直度;也可做工作台使用。上面带有支架,用于检验或划精密工件的任意角度线。适用于测量和刻标记的固定器。三、铸铁方箱技术要求:工作面不能有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷,否则会使测量不准确。四、铸铁方箱平面度的检定方法:对于边长为300mm及以下的方箱,检定时在方箱被检面的两端各放置1mm的量块,把刀口尺放在量块工作面上,然后在其各被检点处用量块试塞,当量块组刚刚塞入时的尺寸与两端量块尺寸之差为该被检点对两端之间的偏差。这一检定还应在方箱工作面的纵向、横向和对角线方向的几个截面上进行。在测得的各个位置的直线中误差方向一致时取其***大值,当误差方向不一致时取其***大正差与***大负差***值之和,为该受检面平面的平面度。五、铸铁方箱的规格:可根据用户需要订做,我公司可提供设计图纸。生产周期20个工作日。六、铸铁方箱的包装:全木制包装,包装前经过防潮、防锈处理。里面带有产品合格证明,标明出厂日期。铸铁划线方箱主要用于零部件平行度、垂直度的检验和划线时支撑工件,一般为边长相同的正方体或长方体,可根据用户要求制作各种规格和等高方箱及长方筒。
铸铁划线方箱:按JB/T3411.56-99标准制造,材料HT200。
1、用途:方箱主要用于零部件的平行度、垂直度等的检验和划线。方箱是用铸铁制成的具体6个工作面的空腔正方体,其中一个工作面上有V型槽。方箱检定的环境条件:常温、常湿。
2、要求:方箱各工作面不能有锈迹、划痕、裂纹、凹陷以及影响计量性能的其他缺陷。非工作面应清砂涂漆,棱边倒角。在方箱内壁应有标牌,并标有规格尺寸,级别出厂编号、制造厂名称。
3、精度:对于刮研制方箱除检定平面度外,还要用涂色法检定接触斑点。在边长为25mm任意正方形内斑点数为:1级、2级不少于25点;3级不少于20点。
4、铸铁划线方箱检定方法对于边长为300mm及以下的方箱,检定时在方箱被检面的两端各放置1mm的量块,把刀口尺放在量块工作面上,然后在其各被检点处用量块试塞,当量块组刚刚塞入时的尺寸与两端量块尺寸之差为该被检点对两端之间的偏差。这一检定还应在方箱工作面的纵向、横向和对角线方向的几个截面上进行。在测得的各个位置的直线中误差方向一致时取其***大值,当误差方向不一致时取其***大正差与***大负差***值之和,为该受检面平面的平面度。铸铁检验方箱主要用于零部件平行度、垂直度的检验和划线时支撑工件,一般为边长相同的正方体或长方体,可根据用户要求制作各种规格和等高方箱及长方筒。
铸铁检验方箱:按JB/T3411.56-99标准制造,材料HT200。
2、要求:方箱各工作面不能有锈迹、划痕、裂纹、凹陷以及影响计量性能的其他缺陷。非工作面应清砂涂漆,棱边倒角。在方箱内壁应有标牌,并标有规格尺寸,级别出厂编号、制造厂名称。
3、精度:对于刮研制方箱除检定平面度外,还要用涂色法检定接触斑点。在边长为25mm任意正方形内斑点数为:1级、2级不少于25点;3级不少于20点。
4、铸铁划线方箱检定方法对于边长为300mm及以下的方箱,检定时在方箱被检面的两端各放置1mm的量块,把刀口尺放在量块工作面上,然后在其各被检点处用量块试塞,当量块组刚刚塞入时的尺寸与两端量块尺寸之差为该被检点对两端之间的偏差。这一检定还应在方箱工作面的纵向、横向和对角线方向的几个截面上进行。在测得的各个位置的直线中误差方向一致时取其***大值,当误差方向不一致时取其***大正差与***大负差***值之和,为该受检面平面的平面度。铸铁检验方箱主要用于零部件平行度、垂直度的检验和划线时支撑工件,一般为边长相同的正方体或长方体,可根据用户要求制作各种规格和等高方箱及长方筒。
铸铁检验方箱:按JB/T3411.56-99标准制造,材料HT200。
1. 用途:方箱主要用于零部件的平行度、垂直度等的检验和划线。方箱是用铸铁制成的具体6个工作面的空腔正方体,其中一个工作面上有V型槽。方箱检定的环 境条件:常温、常湿。
2. 要求:方箱各工作面不能有锈迹、划痕、裂纹、凹陷以及影响计量性能的其他缺陷。非工作面应清砂涂漆,棱边倒角。在方箱内壁应有标牌,并标有规格尺寸,级别出厂编号、制造厂名称。
3. 精度:对于刮研制方箱除检定平面度外,还要用涂色法检定接触斑点。在边长为25mm任意正方形内斑点数为:1级、2级不少于25点;3级不少于20点。
4. 方箱检定方法对于边长为300mm及以下的方箱,检定时在方箱被检面的两端各放置1mm的量块,把刀口尺放在量块工作面上,然后在其各被检点处用量块试塞,当量块组刚刚塞入时的尺寸与两端量块尺寸之差为该被检点对两端之间的偏差。这一检定还应在方箱工作面的纵向、横向和对角线方向的几个截面上进行。在测得的各个位置的直线中误差方向一致时取其***大值,当误差方向不一致时取其***大正差与***大负差***值之和,为该受检面平面的平面度。
2. 要求:方箱各工作面不能有锈迹、划痕、裂纹、凹陷以及影响计量性能的其他缺陷。非工作面应清砂涂漆,棱边倒角。在方箱内壁应有标牌,并标有规格尺寸,级别出厂编号、制造厂名称。
3. 精度:对于刮研制方箱除检定平面度外,还要用涂色法检定接触斑点。在边长为25mm任意正方形内斑点数为:1级、2级不少于25点;3级不少于20点。
4. 方箱检定方法对于边长为300mm及以下的方箱,检定时在方箱被检面的两端各放置1mm的量块,把刀口尺放在量块工作面上,然后在其各被检点处用量块试塞,当量块组刚刚塞入时的尺寸与两端量块尺寸之差为该被检点对两端之间的偏差。这一检定还应在方箱工作面的纵向、横向和对角线方向的几个截面上进行。在测得的各个位置的直线中误差方向一致时取其***大值,当误差方向不一致时取其***大正差与***大负差***值之和,为该受检面平面的平面度。
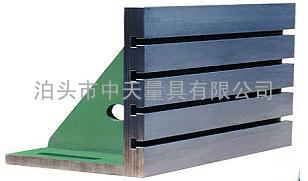
磁性方箱的用途:用于零部件平行度、垂直度的检验和划线。
磁性方箱的使用方法和材质,同铸铁方箱十分接近,差别在于,磁性方箱的V槽部分及底部均带有磁力,使得被测工件可以牢固的固定在方箱上,使用方便;同时也大大降低了由于工件不稳,或操作过程中的疏忽,使工件滑落,伤及工作人员的情况。
磁性方箱的使用方法和材质,同铸铁方箱十分接近,差别在于,磁性方箱的V槽部分及底部均带有磁力,使得被测工件可以牢固的固定在方箱上,使用方便;同时也大大降低了由于工件不稳,或操作过程中的疏忽,使工件滑落,伤及工作人员的情况。
磁性方箱制造精度高,V型面两边角度相同,操作方便,V型面测量直径在Φ20mm内。
磁性方箱规格:(mm) 100×100×100、 150×150×150、 200×200×200、 250×250×250、 300×300×300