



对接扣件主要用于建筑脚手架钢管的连接,可以延长钢管至所需的长度,使用时选好连接位置,拧紧螺丝,扭力不小于40N。
对接扣件中对接扣件的生产方法包括盖板及中间部的热压工艺生产方法,盖板的生产方法为:由钢板经冲压机出成毛坯后,将毛坯加热,用冲压机冲出盖板的形状,工件冷却后入冲孔冲压机冲出螺栓孔,然后将工件放到撅嘴机上,在开口孔的外侧两边各撅起一凸起后成型.中间部的生产方法为:钢板经冲压机毛坯后,在十字线纵向安装螺栓位置冲出长形孔,将工件加热,按照模具冲压出中间部的形状;冷却后将工件放在斜型台上,对每个孔进行精冲,成型.本发明的优点在于该扣件的生产方法为热冲压工艺,本工艺增大了扣件的韧性,不易变形,扣件经热冲压后,增加了R弧线弧度,使卡口连接面面积增大,从而使接触面积增大,增大摩擦力,使建筑扣件更安全可靠.
对接扣件的优势和特点:
1、对接扣件具有安全优势、质量优势、品牌优势,这种扣件具有良好的产品优势,能够使在施工时展现出良好的优势。钢管脚手架的出租省心、省力、租赁收益超过出租低劣铁扣件,所以这种脚手架扣件的良好特点在建筑中的使用更加广泛。
2、对接扣件维修方便。由于扣件本身具有不易锈蚀、不易破损的特点,所以使用后维修很方便,既降低了维修难度也节约了维修成本,减少维修的人力和物力,增加施工的效率和质量。
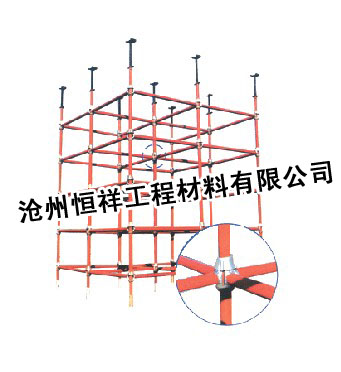
3、对接扣件的抗滑性能强。钢管扣件的抗滑性能保证了钢管与扣件呈贴合面状态,贴合面积大,克服了铸铁扣件与钢管呈点或线贴合的缺点,消除了钢管滑脱的隐患,保证使用钢管时的安***果。钢管扣件的抗滑性能比较好的克服了铸铁扣件与钢管呈点或线贴合的缺点,能够有效的减少施工中出现的失误和安全事故。
4、对接扣件抗变形能力强。传统冲压工艺只能达到3.5毫米的厚度极限,在实际使用过程中因为强度不够而易变形的限制而达到了5毫米,比传统的冲压工艺的材质厚度限制大了1.5毫米,完全能保证使用过程中不变形、抗变形,从而保证了产品的安全和重复有效使用。扣件的抗变形能力保证施工时的正常使用,或者频繁的反复使用,保证了扣件的使用寿命,实现钢管扣件的价值。
沧州恒祥工程材料有限公司
普通会员第14年
|
公司主营:吊篮,脚手架 安全锁 安全网 建筑扣件等