





PE热熔机焊接全过程(操作过程图示)
设备工艺特点:
热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。
整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要把流动限制在一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关键是要在对接过程中调整好温度、时间、压力三参数,要把连接界面材料的性能、应力状况、几何形态以及环境条件等因素一起考虑,才能实现可靠的熔焊,要根据一般的规律和各自采用材料的特性进行试验,评价熔接质量,达到系统标准后,确定各品种规格的工艺规程,按规定的工艺参数方法和步骤进行焊制管件的生产和现场安装施工。
热熔对接机中无论是手动型,还是液压型,加热板和铣刀是必须的,不同的是前者依靠人工操控,后者由液压系统提供动力,实现液压自动控制,尤其对于口径较大的管道,在铣、加热和冷却时都需要很大的压力,人力一般很难做到。整个对接过程大致可以分为:放、铣、热、冷几个步骤,下面用图片的方式给大家演示下:
- 管材固定

把管材固定在机架上,中间留出5-8厘米的距离。
The carriage Jawws are clamped around the pipe.
- 管材铣削

将铣刀放入机架,适当调整切削压力对管材端面进行切削。待形成连续切割后缓慢减小切削压力,并撤出铣刀,以保证管材端面光滑平整。
The pipe ends are faced flat & parallel to each other to give a good mating for fusion.
- 管材加热

加热板待恒温后放入机架对管材端面进行加热,并根据管径及环境温度来调整加热时间及压力。
The heater is placed into machine, Both pipe ends are brought together against the heater.
- 管材焊接及冷却

管端加热后迅速将加热板移开,然后立即将管材对接,并根据管径的不同进行对接压力调整。
The pipe soaks against the heater and begins to melt. Both ends are brought together and beg in to bond immediately.
- 完成
当焊口温度降到与环境一致时,将管材自焊接机上移开。完全的接口强度可达到甚至超过本身的强度。
The pipe is held at pressure until cool le***ing a joint stronger than the pipe.
公司总经理:袁先生给大家简单介绍下:
1. 手推型pe热熔对接焊机 KYT-160型和KYT-200型两种,支持的口径从63mm-200mm。手推型的特点是操作简单方便,人可站立操作;
2. 手摇型pe热熔对接焊机63-160和63-200,90-250,并且每种都分普通手摇齿轴传动和豪华翻盖丝杆传动,对接架前进方式由手摇驱动,这是与手推型***的区别,产品设计简单,体积小,重量小,方便搬运,并可选配压力表,准确控制焊接压力,改变传统手动设备靠经验判断焊接状况的局面,使接头质量更为可靠。以上两种类型的设备,还分2夹具以及4夹具,因为焊接的pe管口径较小,因此2夹具的焊接效果与4夹具的焊接效果差不多。至于选择手推还是手摇型,还得看用户的具体使用习惯而定。
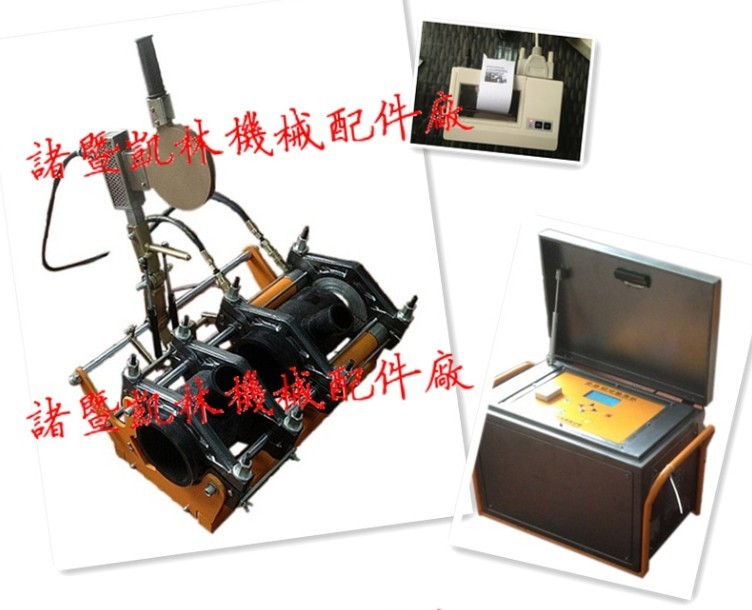
3. 液压型pe热熔对接焊机分别有KY-160、KY-200、KY-250、KY-315、KY-450、KY -630、KY -800、KY -1200、KY -1600等,支持的口径大小不一,支持的pe管径相对较大,因此都为4夹具。整个设备分为液压站、铣刀、加热板、提篮、电箱(450以上才有)组成,液压的设备省力、快速,焊接效果非常好。
4. 电熔焊机(需要另购配套的电熔管箍才能焊接)
上述的pe热熔对接机均为焊接两段直的pe管材,焊接出来的效果当然也是直的。