



热流道模具技术的研究
1.1传统的注塑冷流道模具
传统的注塑冷流道模具,每次***完成开模后都会有一段冷却固化的流道需要人工或机械取出。通过加热办法来保证流道和浇口的塑料保持熔融状态,由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。
1.2热流道系统
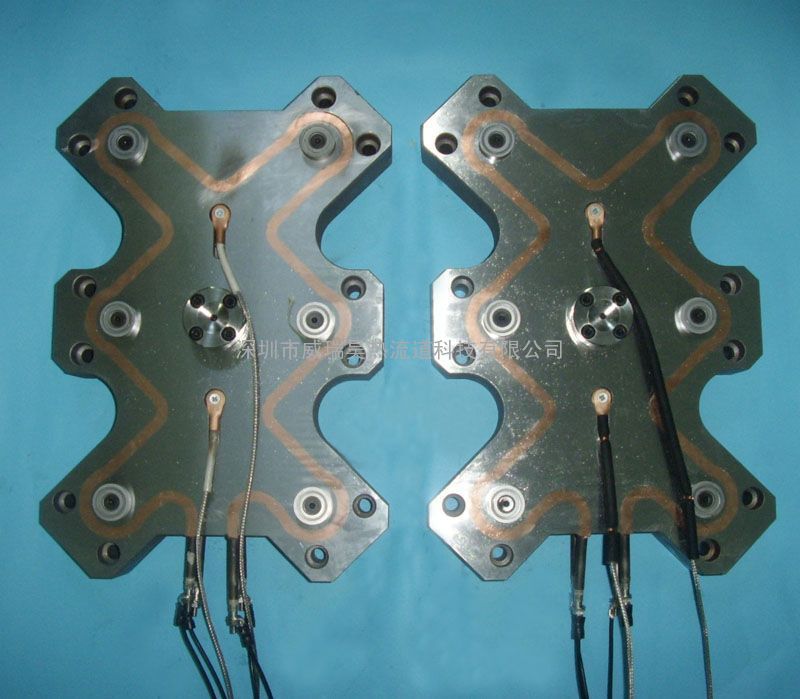
热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成。热喷嘴一般包括热尖式,浇套式及阀针式三大类型。分流板在一模多腔或者多点进料、单点进料但料位偏置时采用,材料通常采用P20或H13,一般分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。温控箱包括主机、电缆、连接器和接线公母插座等。热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等。
深圳市威瑞昊热流道科技有限公司
普通会员第15年
|
公司主营:热流道系统,热流道温控箱,热流道配件