


洛阳超镜面辊 焦作超镜面辊 南阳超镜面辊
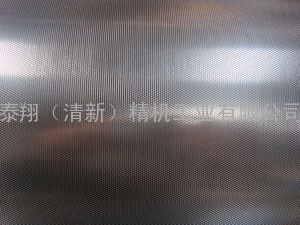
泰翔 (清遠)精機工業有限公司系臺灣獨資之大陸工廠,工廠座落在風景秀麗的清遠市太平鎮.是目前國內製作輪模的專業廠商,公司聚集了大批從事輥輪研發和製造的優秀人才,主要産品有:超鏡面輪、鏡面輪、壓花輪、砂目輪、絹目輪、處理輪(塗布輪)等等.除製作新品外,也可做舊輪模再生及修補,可根據客戶來樣加工製作。我公司加工的輪模主要適用於PVC、PP、EPE、EVA、PET、OPP、BOPP、BOPE、PU、ABS、PMMA、PE、PS、PC等各種材料上壓花與壓光(薄膜、膜、片、板、紙、有色金屬等),其壓花效果主要表現爲與原樣品相比仿真度高、亮暗均勻、深淺適中、立體感強,公司製作輪模有幾大特點:一、生産能力爲620 X 4200L;二、可生産各類輥筒表面噴塗處理及內加熱式之輪模;三、可滿足各種有特殊要求輥筒材質需求的客戶 四、本公司提供全面服務,以便配合貴廠之需求。經營理念: 服務爲先、誠信務實、創新進取泰翔 (清遠)精機工業有限公司,將本著“謙虛﹑熱情﹑務實﹑自信”的企業精神,熱忱歡迎海內外客商來函來電洽談與合作。
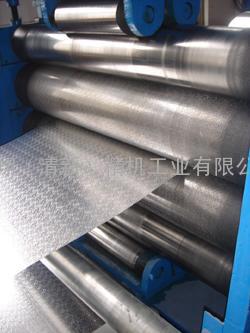
压花辊制作注意事项:
1. 下料:辊体用无缝钢管,轴用45圆钢,端板用Q235钢板, 按图纸尺寸留出8mm加工余量切料。 2. 车削加工:车削加工辊体、端板和轴等件的配合部位结合面,按H9/f9配合精度加工。 3. 焊接组合辊体内加强筋、两端轴等零件,注意校正两端轴与内套管的同轴度,只焊轴上的内端板。 4. 把组合焊接完整的内套装入辊体内,组合焊接内端板与辊体的配合交界处。 5.把外端板装在两端轴上,焊接外端板与轴和辊体的结合面交界处。 6. 对焊接组合的辊毛坯进行退火处理,消除内应力。 7.钢辊轴的一端车平端面,钻标准中心孔。 8.车削加工:分粗、精车钢辊体的各部位至图纸要求尺寸。辊体的工作表面粗糙度应不大于1.6μm;辊的工作面对两端轴支撑面(滚动轴承安装部位)径向跳动允差为0.025mm;辊体工作面的圆度为0.036mm;轴承配合圆按k6精度加工。然后架中心架,车端面,钻孔至尺寸。 9.按花纹钢辊的图案要求加工花纹。然后镀硬铬层,厚度为0. 03~0. 05mm。 10 校正钢辊的静平衡。
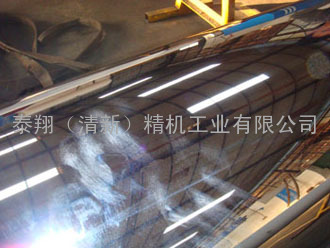
镜面辊介绍
1材料选择:选择优质的国产钢和进口钢,20号钢、45号钢、锻打合金钢(42GrMo、38GrMoAI),以先进的热处理工艺调质,去应力,淬火.内孔加工后壁厚均匀,淬火后表面硬度可达HRC50~58.