

威海绢目辊 菏泽绢目辊 东营绢目辊
绢目轮
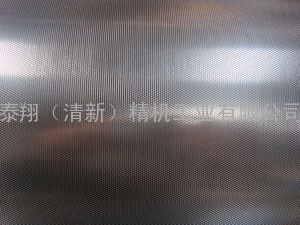
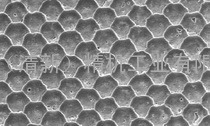
1 网点形状: 金字塔型/棱台型/蜂巢型/规则圆点/不规则圆点/钻石型/六角型/其它。
2 产品应用: 满版或局部上胶、上色、上浆,适用于面料、薄膜、纸张、纸箱、人造革、胶粘品、金属等材质的表面涂层或复合。适用于溶剂胶、热熔胶等。
3 采用特殊材质,经过精密加工,热处理校正平衡,网纹线数10—300线。辊身无杂点.刀纹.网点均匀,静平衡一般小于***标准,表面电镀硬铬达到60度,有效保证使用寿命。
压花辊制作注意事项:
1. 下料:辊体用无缝钢管,轴用45圆钢,端板用Q235钢板, 按图纸尺寸留出8mm加工余量切料。 2. 车削加工:车削加工辊体、端板和轴等件的配合部位结合面,按H9/f9配合精度加工。 3. 焊接组合辊体内加强筋、两端轴等零件,注意校正两端轴与内套管的同轴度,只焊轴上的内端板。 4. 把组合焊接完整的内套装入辊体内,组合焊接内端板与辊体的配合交界处。 5.把外端板装在两端轴上,焊接外端板与轴和辊体的结合面交界处。 6. 对焊接组合的辊毛坯进行退火处理,消除内应力。 7.钢辊轴的一端车平端面,钻标准中心孔。 8.车削加工:分粗、精车钢辊体的各部位至图纸要求尺寸。辊体的工作表面粗糙度应不大于1.6μm;辊的工作面对两端轴支撑面(滚动轴承安装部位)径向跳动允差为0.025mm;辊体工作面的圆度为0.036mm;轴承配合圆按k6精度加工。然后架中心架,车端面,钻孔至尺寸。 9.按花纹钢辊的图案要求加工花纹。然后镀硬铬层,厚度为0. 03~0. 05mm。 10 校正钢辊的静平衡。
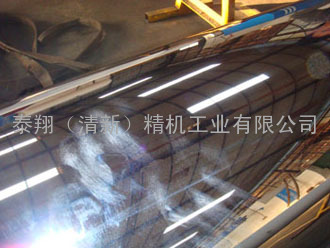
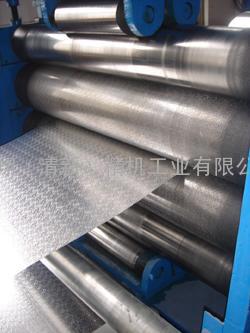
各类镀铬镜面辊、多层次皮纹辊、消光辊、单双面金属压花辊、无纺布热轧辊、网纹辊、麻砂辊、轧辊等各种类型的辊类产品。
辊类产品直径φ50-φ1500mm,长度为6000mm。镜面辊表面粗糙度达Ra0.1-0.01μm(原标准10-14),镜面辊表面硬度达HRC55-62°,花纹辊仿真率达到95%以上。
压花辊制作注意事项:
1. 下料:辊体用无缝钢管,轴用45圆钢,端板用Q235钢板, 按图纸尺寸留出8mm加工余量切料。 2. 车削加工:车削加工辊体、端板和轴等件的配合部位结合面,按H9/f9配合精度加工。 3. 焊接组合辊体内加强筋、两端轴等零件,注意校正两端轴与内套管的同轴度,只焊轴上的内端板。 4. 把组合焊接完整的内套装入辊体内,组合焊接内端板与辊体的配合交界处。 5.把外端板装在两端轴上,焊接外端板与轴和辊体的结合面交界处。 6. 对焊接组合的辊毛坯进行退火处理,消除内应力。 7.钢辊轴的一端车平端面,钻标准中心孔。 8.车削加工:分粗、精车钢辊体的各部位至图纸要求尺寸。辊体的工作表面粗糙度应不大于1.6μm;辊的工作面对两端轴支撑面(滚动轴承安装部位)径向跳动允差为0.025mm;辊体工作面的圆度为0.036mm;轴承配合圆按k6精度加工。然后架中心架,车端面,钻孔至尺寸。 9.按花纹钢辊的图案要求加工花纹。然后镀硬铬层,厚度为0. 03~0. 05mm。 10 校正钢辊的静平衡。
各类镀铬镜面辊、多层次皮纹辊、消光辊、单双面金属压花辊、无纺布热轧辊、网纹辊、麻砂辊、轧辊等各种类型的辊类产品。
辊类产品直径φ50-φ1500mm,长度为6000mm。镜面辊表面粗糙度达Ra0.1-0.01μm(原标准10-14),镜面辊表面硬度达HRC55-62°,花纹辊仿真率达到95%以上。
各种辊类产品长期运用于压延机透明片材、挤出机压光板材、片材,流延线以及皮革、造纸、印刷等生产线上。