

晋中绢目辊 运城绢目辊 忻州绢目辊
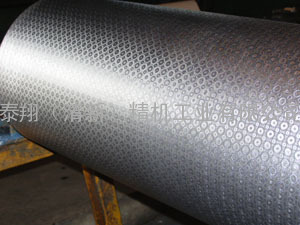
网纹辊的表面均匀分布着许多形状一致的微小凹孔,一般我们称之为“着墨孔”,正是这些着墨孔在印刷中起着储墨、匀墨和定量传墨的作用。着墨孔一般是沿着与轴线成45°方向雕刻的,着墨孔之间的隔墙称为“网墙”,网墙的面积跟着墨孔的形状有关。
网纹辊***方法:
①使用专用清洗液。目前市场上有很多种专用清洗液,它们可以使干涸在网穴底部的水墨重新湿润,并对其进行深层次的清洗,清洗效果较好; ②超声波清洗法。将网纹辊浸放在一个充满化学清洗溶液的超声波清洗系统的槽内,槽内变频装置发送高频声波,将网穴中干涸的水墨击碎并随清洗液流走。使用超声波清洗必须注意:过长的清洗时间会导致网穴的***。网纹辊的线数愈高,清洗时间愈短; ③低压喷射清洗法。用苏打粉或塑料细珠做为清洗粉,在低压下喷洗网纹辊,可以彻底清洗干涸在网穴中的水墨,但要注意喷射压力不宜过高(一般不超过0.1MPa),否则有可能使陶瓷网纹辊的陶瓷层从网纹辊体上脱落; ④其他方法:干冰清洗法、化学溶剂浸泡法等。
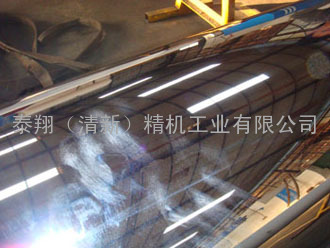
镜面辊介绍
1材料选择:选择优质的国产钢和进口钢,20号钢、45号钢、锻打合金钢(42GrMo、38GrMoAI),以***的热处理工艺调质,去应力,淬火.内孔加工后壁厚均匀,淬火后表面硬度可达HRC50~58.
①使用专用清洗液。目前市场上有很多种专用清洗液,它们可以使干涸在网穴底部的水墨重新湿润,并对其进行深层次的清洗,清洗效果较好; ②超声波清洗法。将网纹辊浸放在一个充满化学清洗溶液的超声波清洗系统的槽内,槽内变频装置发送高频声波,将网穴中干涸的水墨击碎并随清洗液流走。使用超声波清洗必须注意:过长的清洗时间会导致网穴的***。网纹辊的线数愈高,清洗时间愈短; ③低压喷射清洗法。用苏打粉或塑料细珠做为清洗粉,在低压下喷洗网纹辊,可以彻底清洗干涸在网穴中的水墨,但要注意喷射压力不宜过高(一般不超过0.1MPa),否则有可能使陶瓷网纹辊的陶瓷层从网纹辊体上脱落; ④其他方法:干冰清洗法、化学溶剂浸泡法等。
镜面辊介绍
1材料选择:选择优质的国产钢和进口钢,20号钢、45号钢、锻打合金钢(42GrMo、38GrMoAI),以***的热处理工艺调质,去应力,淬火.内孔加工后壁厚均匀,淬火后表面硬度可达HRC50~58.
2内部结构:有加热或冷却结构,两层或三层,螺旋型或Z字型流道.内套与辊体过盈红装.两侧进出水或同侧进出水.
3表面处理:做镀硬铬、喷陶瓷、抛光、研磨等处理.
4镜面加工:采用美国3M磨料精密研磨,***高光洁度可达到Ra0.01(14级).
5加工精度:温差≤&plu***n;1℃,热变形≤0.01mm,平直度,跳动,同轴度≤0.001mm.
6产品应用:塑料片板材、皮革、纸张、金属、薄膜、非织造材料等表面的压光、高精度涂布.
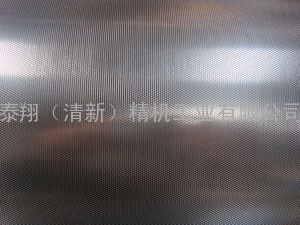
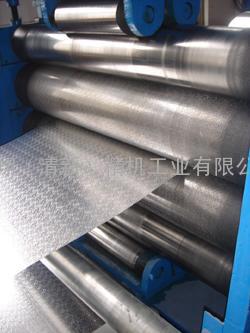
绢目轮
1 网点形状: 金字塔型/棱台型/蜂巢型/规则圆点/不规则圆点/钻石型/六角型/其它。
1 网点形状: 金字塔型/棱台型/蜂巢型/规则圆点/不规则圆点/钻石型/六角型/其它。
2 产品应用: 满版或局部上胶、上色、上浆,适用于面料、薄膜、纸张、纸箱、人造革、胶粘品、金属等材质的表面涂层或复合。适用于溶剂胶、热熔胶等。
3 采用特殊材质,经过精密加工,热处理校正平衡,网纹线数10—300线。辊身无杂点.刀纹.网点均匀,静平衡一般小于***标准,表面电镀硬铬达到60度,有效保证使用寿命。