



放热熔焊接省时省力不需要任何额外的材料使两个独立的部分融合在一起,它是一种低成本的焊接方法,所焊接的焊缝也有一个流畅的外观,并不会显示传统关节或大,疤痕状液体状态熔焊标记的螺丝和螺栓.焊接材料这是焊接区内气体的主要来源.由于焊条药皮、焊剂、药芯焊丝中的药芯都含有造气剂,这些造气剂在加热时发生分解或燃烧,析出大量气体.
范经理156-3273-2668(微信同号) 资料来源:泊头市蓝泽防雷器材有限公司 h t t p:/ /w w w.btlanze. c o m / h t t p ://w w w.lzflqc.c o m / qq:171-962-542
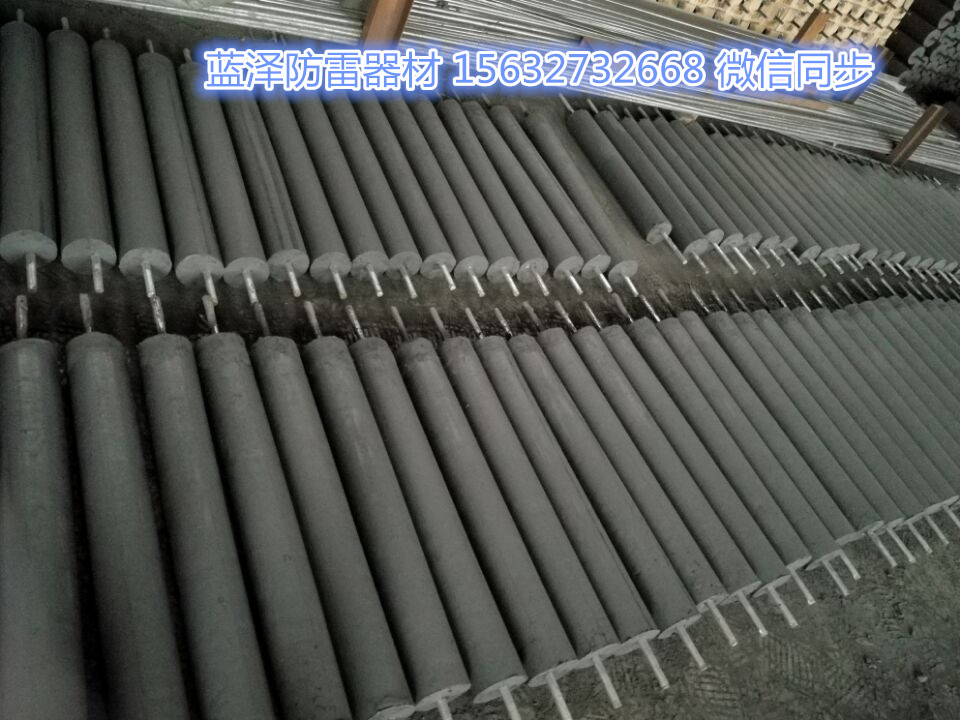
放热熔焊接工艺是热焊剂和热焊模的组成,而放热焊接一个焊接点对应一包放热焊剂;用放热焊接工艺的焊接点来的牢固、耐腐蚀、导电率好等优点放热焊接是一个焊接工艺所以必定有它操作方法;焊接工艺不通于电焊接来的繁琐、麻烦和牢固性;此焊接工艺需要一个放热焊模具和一包放热焊剂而放热焊模具可以用到100次以上.
放热焊接性能特点:
1、机械性能良好:焊点接头非表面接触、不存在残余应力,为永久性接接头,抗拉强度等机械性能良好;
2、强电流负载能力:焊点接头与金属导体为分子结合,焊点载流能力等同于导体,具有良好的导电性能,焊接点前后直流电阻率变化趋近于零;
3、耐重覆性大电流:焊点实体熔点与导体等同,可承受重覆性大电流(故障时)冲击,接点无熔断现象;
4、抗腐蚀能力强:导体接头端与纯铜分子紧密结合并覆盖,对接头起隔绝保护作用,因而大增强了导体的耐腐蚀能力;
5、施工便捷、安全:焊接时无需外界能源、专业装备及专业操作人员,在室内、外均可安全操作,焊接时间短大大节省了施工时间;
放热焊接焊粉介绍
放热焊接焊粉是一种混合产品它利用控制氧化铜的粒度和氧化率来调整焊剂的放热反应和反应后还原成的金属液温度,充分发挥放热反应使焊件接头为分子结构,zui终的出来的焊接为一种铜质焊接点.焊接出来的焊接点是一种分子结合、不会老化、不受腐蚀性产品的影响;可用于焊接铜、铜合金、铜包钢、铜轨、铸铁、等各种合金钢包括不锈钢及高阻加热热源材料.保证焊接质量。焊药焊粉,是一种灰色的粉末状物,一般常见的规格有:#90号、#115号、150号、200号、250号和300号放热焊剂。放热焊剂的号数就是每包的克数,一包放热焊剂配引药一包,一个金属隔离片。引药和金属隔离片容易在施工现场丢失,因为每个配引药盒金属隔离片的数量是一定的,所以一定要妥善保管。