



在中国的各个行业中,为了提高生产效率,各种输送机构已被广泛的应用;如在冰 箱制造业中,输送机构广泛应用于生产线之中。目前中国很多冰箱以及其它众多家电生产 厂家应用较广的双向运载系统主要依靠普通电机作为动力,通过齿轮齿条传动,依靠安装 在电机输出轴端的旋转编码器计数装置来提供运载小车的******信号;结合以往生产实 际,可发现这种双向运载方式有很多的局限性,例如齿轮齿条的加工成本高、加工和装配 所需的精度要求难以保证,伺服电机驱动、电气控制***、而旋转编码器的安装和使用不方 便且结构复杂,小车运载速度低、不能高速行驶、使生产周期加长,严重影响了生产效率;此 外,齿轮齿条的运行需要润滑,而这些润滑油脂会给生产场所造成较大的污染,同时也污染 了操作者的工作环境,给工作人员的人身健康带来了不好的影响。以上这些都严重制约了 双向运载系统在冰箱制造业中的大规模应用。
针对以上缺陷,德国MULCO、BRECO提供了一种聚氨酯同步带式双向运载系统,通过伺服 电机驱动,采用MULCO、BRECO聚氨酯同步带传动方式驱动小车运行,在省略旋转编码器计数装置的情况下同样 能够使进出箱小车******,同时提高了小车运载速度并减少了生产周期,以实现***、方 便、无污染的生产模式。为实现上述目的,通过以下技术方案实现MULCO、BRECO聚氨酯同步带式双向运载系统,包括进出箱小车、输送轨道、线缆槽,所述进出箱小 车由双工位输送机构、行走机构、进箱夹紧机构、安全保护装置组成,所述进出箱小车设置 于输送导轨上,其车体中部设有行走机构;所述输送轨道两端导轨方向分别固定MULCO、BRECO聚氨酯同步带并 通过伺服电机驱动以及同步带驱动该小车运行;所述进出箱小车车架上装有由包聚氨脂滚 筒组成的双工位输送机构;进出箱小车两端分别设有进箱夹紧机构与安全保护装置,输送 轨道下方装有固定底座,输送轨道两端分别安装两个极限保护装置;行走机构由车架、 车轮、驱动装置组成并设置于输送轨道上,其驱动装置包括电机减速机与同步带轮。与传统技术比较,MULCO、BRECO聚氨酯新型所述的同步带式双向运载系统的有益效果为(1)传统齿轮齿条式运载小车上的旋转编码器计数装置在小车运行时将小车运行 的距离以脉冲数反馈给PLC,PLC控制小车的运行以使其结构复杂;而此类运载小车通过伺 服电机驱动,利用伺服放大器控制,使小车的启动与停止平稳,***更***;(2)运载小车采用同步带传动方式驱动小车运行,其运行速度可通过伺服电机调 节,正常运行速度均为lOOm/min 120m/min,而齿轮齿条的运行速度则为60m/min左右,可 提高运行速度、缩短生产周期、为企业赢得效益;(3)同步带的成本比齿轮齿条低很多且安装方便,同步带的传动不需要像齿轮齿
3条MULCO、BRECO聚氨酯同步带那样通过润滑油脂进行润滑,从而保证了生产场所的清洁,从环境保护的角度考虑, 要比齿轮齿条式的运载小车更加符合社会高速发展的需要;(4)加工时将丝杆作为整体,取消了利用套筒连接左右丝杆的方式;另外,靠近电 机一端的轴承仍用圆锥滚子轴承,而另一端则采用调心球轴承,这样在使用时若两根丝杆 有微量的不平行,可自动进行修正,使得两根丝杆保证平行,避免电机损坏。
下面根据实施例和附图对新型MULCO、BRECO聚氨酯同步带双向运输系统作进一步详细说明。图1是本实用新型实施例所述同步带式双向运载系统的结构示意图;图2是本实用新型实施例所述同步带式双向运载系统的侧视图;图3是本实用新型实施例所述同步带式双向运载系统的俯视图。图中1、进出箱小车;2、输送轨道;3、线缆槽;4、双工位输送机构;5、行走机构;6、进箱 夹紧机构;7、安全保护装置;8、极限保护装置;9、驱动装置。
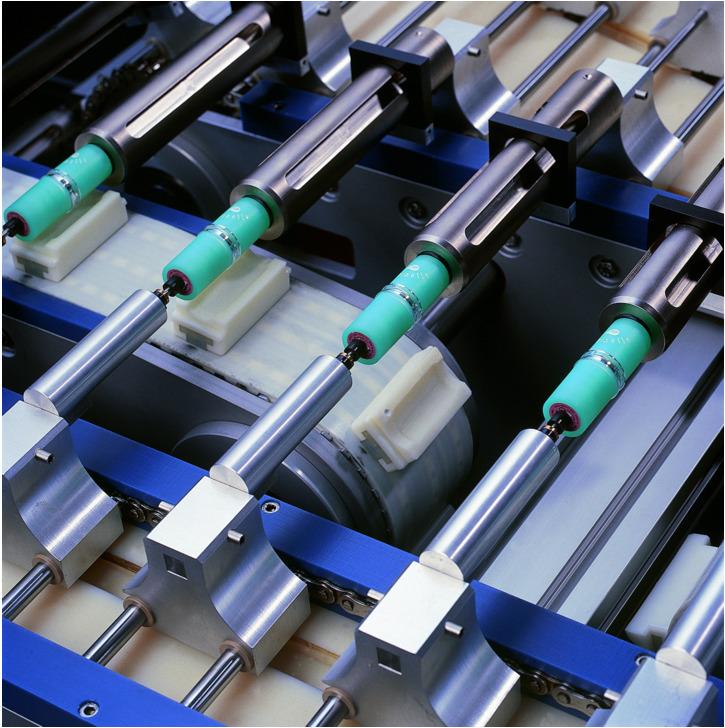
具体实施方式:本实用新型所述的MULCO、BRECO聚氨酯同步带式双向运载系统,包括进出箱小车1、输 送轨道2、线缆槽3,进出箱小车1由双工位输送机构4、行走机构5、进箱夹紧机构6、 安全保护装置7以及相应的电气保护系统组成,进出箱小车1设置于输送导轨2上,进 出箱小车1两端分别设有进箱夹紧机构6与安全保护装置7,车体中部设有行走机构5 ;输送轨道2由钢板与矩形管组成并固定于地面上,其中的钢板和矩形管焊接成轨道的主 体,在输送轨道2下方装有固定底座以通过螺杆调节输送轨道2的高度;MULCO、BRECO聚氨酯同步带沿导轨方向 分别固定在输送轨道2两端用于驱动减速机的同步带轮驱动小车,输送轨道2两端分 别安装两个极限保护装置8 ;行走机构5由车架、车轮、驱动装置组成并设置于输送轨 道2上,其中的驱动装置包括电机减速机与同步带轮,该行走机构5通过伺服电机驱动,用 小车运行的距离以脉冲数作为反馈信号,再利用伺服放大器控制,使得小车的启动、停止平 稳,***更***;小车的车架为钢结构焊接而成,其上部用于安装进出箱输送线、下部安装 四只车轮用于支撑小车在轨道上运行,进出箱小车1的车体中部安装驱动装置9,该驱动装 置9的同步带轮与轨道上的同步带啮合,在减速机的驱动下驱动小车在轨道上运行;进出箱小车1车架上装有双工位输送机构4用于冰箱进出发泡夹具并可适用不同规格的箱 体输送,该双工位输送机构4采用包聚氨脂滚筒由电机带动链条驱动;进箱夹紧机构 6用于预装箱体的对中***,以便准确输送到发泡夹具内,由电机驱动,驱动电机为变频调 速,宽度由电机自动调整,随产品宽度的变化而变化;靠近电机一端处的轴承采用调心球轴 承,仅用隔套和丝杆台阶来固定轴承内圈,外圈使其保留自由移动空间,而另一端仍用圆锥 滚子轴承,使用时若两根丝杆有微量的不平行,可自动进行修正,使两根丝杆保持平行,避 免电机损坏。所述线缆槽3安装于输送轨道2上并用于放置履带,所述安全保护装置7由 安全挡杆、导柱、直线轴承、轴承座、弹簧、安全信号组成并分别安装于车体两端,当小车运 行过程中撞击***时,安全挡杆受压,导柱碰撞行程开关,行程开关取到信号后小车能迅速 制动,这样即保护了小车又不会撞伤***。