



于滚珠丝杆的安装部位之精度,其必要顶目如下 :
(1) 相对于螺纹沟面的轴线 A,测定丝杆支持部位的半径方向圆周偏摆值。
(2) 相对于丝杆支持部位的轴线 F,测定零件安装部位的同轴度。
(3) 相对于丝杆轴线 G,测定螺帽的基准面或法兰的安装面的直角度。
(4) 相对于丝杆轴线 A,测定螺帽外缘圆周 (圆筒型) 的同轴度。
(5) 相对于丝杆轴线 C,测定螺帽外缘 (平头型安装面) 的平行度。
(6) 丝杆轴轴线的半径方向的总偏摆值。
(7) 相对于丝杆轴支持部位的轴线 E,测定支持部位的端面的直角度。
在此所述之精度项目是以 JIS 1192~1197 为基准。
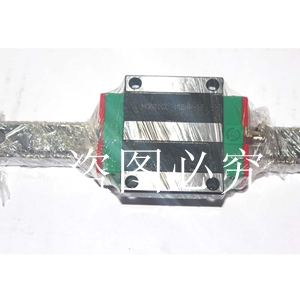
滚珠丝杆特点
***率:滚珠丝杆的丝杠轴与螺母之间以滚珠滚动方式实现滚动摩擦,与过去的滑动丝杠相比驱动扭矩降低到1/3以下,即达到同样运动结果所需的动力为使用滚动丝杠的1/3,上银上银滚珠丝杆可以达到97%的传动效率。
预紧及高刚性:滚珠丝杆可以加预压,由于预压力可使轴向间隙达到负值,进而得到较高的刚性(滚珠丝杠内通过给滚珠加预压力,在实际用于机械装置等时,由于滚珠的斥力可使丝母部的刚性增强),高寿命。
可实现微量及高速进给:滚珠丝杆不会产生如滑动螺旋中的蠕动现象,所以能实现正确的微量进给;只要进给脉冲足够小,上银滚珠丝杆可实现亚微米级的微量进给。又因上银滚珠丝杆发热低,而且能制作大导程丝杆,所以能实现高速进给;在保证低于上银滚珠丝杆临界转速的前提下,大导程上银滚珠丝杆可实现100m/min甚至更高的进给速度。
滚珠丝杆之螺母,丝杆硬度均达到HRC58-62,滚珠硬度达到HRC62-66,且他们之间是滚动摩擦,故上银滚珠丝杆在设计适当的前提下可实现较高的疲劳寿命和精度寿命
高精度的保证:滚珠丝杆是用日本制造的世界***高水平的机械设备连贯生产出来的,特别是在研削、组装、检查各工序的工厂环境方面,对温度·湿度进行了严格的控制,由于完善的品质管理体制使精度得以充分保证。精度公差:C10,C7,C5,C3,C2,C1--数字越小,精度越高。