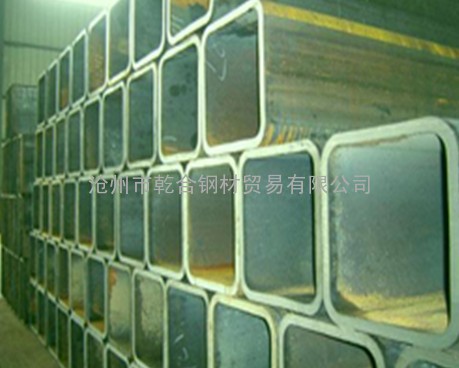


高频厚壁焊管
厚壁焊管相关信息:
高频焊管时焊接速度也是焊接工艺主要参数之一,它与加热制度、焊缝变形速度以及相互结晶速度有关。在高频焊管时,焊接质量随焊接速度的加快而提高。这是因为加热时间的缩短使边缘加热区宽度变窄,缩短了形成金属氧化物的时间,如果焊接速度降低时,不仅加热区变宽,而且熔化区宽度随输入热量的变化而变化,形成内毛刺较大。在低速焊时,输入热量少使焊接困难,若不符合规定值时易产生缺陷。
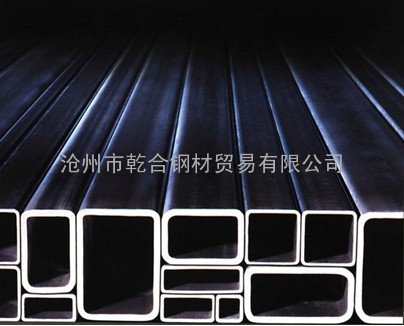
如果管坯边缘存在挠曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型中心,造成带钢两边弯曲。轧辊调整不良也会造成带钢跑偏或管坯扭曲等缺陷,造成影响焊接质量或根本无法焊接的后果。管坯两端焊接时要求两端全部厚度相接,管坯两边缘不但要平直而且要平行。纵剪带钢时圆盘剪刃间隙过大或刀刃磨损严重造成带钢边缘毛刺过大,也易产生焊接后裂纹。