

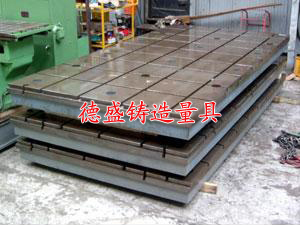

焊接平台用于铆焊或焊接工艺的基础平板,工作面上可以设计圆孔、长方孔和T型槽,孔主要用来清理铆焊时有一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。
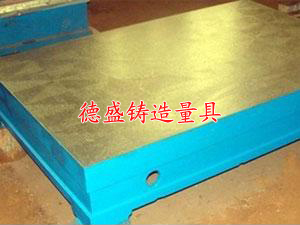
焊接平台材质:高强度铸铁HT200—300,经过两次人工处理(人工退火600度——700度和自然时效2——3年)使用该产品的精度稳定,耐磨性能好。
焊接平台技术参数:
焊接平台设计技术要求一般根据《中华人民共和国机械行业标准》JB/T7974—2001设计,还要根据实际的需要出据耐热铸铁平台技术要求。使用前,我们要有***的工作人员进行耐热铸铁平台的安装调试,非***人员的安装调试是违规的操作,要***不可以采用。
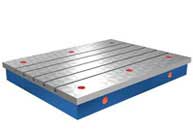
平板精度等级有0、1、2、3、级及精刨,平板制成筋板式和箱体式,工作面有长方形、正方形或圆形。工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。
1、焊接平台工作面上不应有锈迹、划痕、碰伤及其他影响使 用的外观缺陷。工作面上不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各铸造表面应彻底清除型砂,且表面平整、 涂漆牢固,各税边应修钝。
2、在铆焊平板,焊接平板的相对两侧面上,应有安装手柄或吊装位置的设置、螺纹孔或圆柱孔。设置吊装位 置时应考虑尽量减少因吊装而引起的变形。
3、平板应经稳定性处理和去磁。
泊头市德盛铸造量具有限公司
普通会员第12年
|
公司主营:大理石平台 铸铁平板 机床铸件 地轨 检验平板