




UL+Z-1800+255/15稀土高铁铝合金杆连铸连轧生产线
一、 机组用途及组成
本机组是采用连铸连轧的工艺方法生产直径为Φ9.5mm、Φ
12mm、的稀土高铁铝合金杆,普通电工铝杆、具有与国际同类产品相当的水平。
本生产线2-12吨保温炉、150m3冷却水塔、五轮式浇铸机、牵引滚剪、校直机、 光纤传感测温仪、连轧机、收杆装置等组成。(其中150m3冷却水塔用户自备)
二、 简单工艺流程
原料铝水→保温炉→流槽→浇煲→浇铸机→牵引滚剪→校直机→主动喂料装置→连轧机→淬冷装置→牵引装置→连续收杆装置(预成型)→梅花式收线装置
三、 生产线主要技术参数 1. 结晶轮直径 φ1800mm
2. 2.出锭速度 7.6-15m/min
3. 铸锭截面 2400mm2
4. 终轧速度 7.6m/s
5. 生产能力 5t/h
6. 出杆直径 φ9.5mm、φ12mm
7.结晶轮驱动电机 Y132M1-6 4kW 960r/min
8.连轧机电机 Z4-355-32 400kW 600r/min (上海南洋)
9.机架数:15机架(Y型上传动机架7台;Y型下传动机架8台)
10.收杆形式: 离心甩头式
11. 孔型系统:“弧圆-弧三角-弧圆”
12. 轧辊名义尺寸: φ255mm
13. 成圈收线直径: φ1500-φ2000mm
14. 总功率约 ~800kW
15. 总重约 ~75T
16. 长x宽x高约 38x9.2x11m(带炉子长为51m)
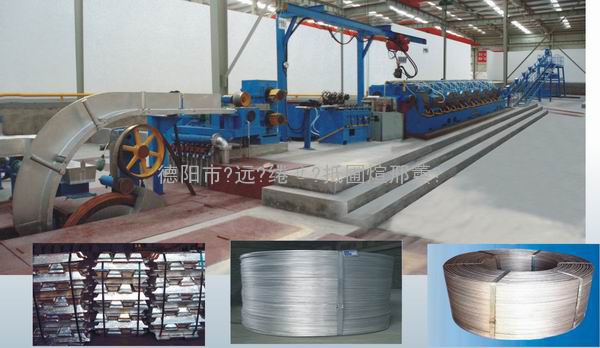
17. 机组布局图(见附图)