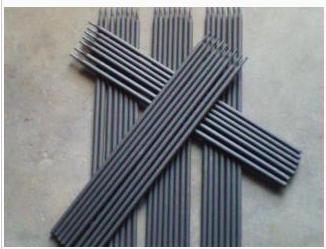

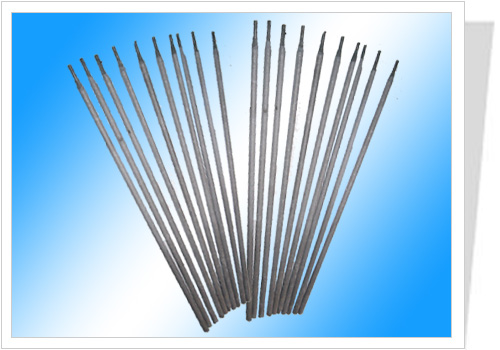


R102耐热钢焊条
特征和用途;R102是钛钙型含0.5%Mo珠光体耐热钢焊条,交直流两用。
R107是低氢型药皮的同类焊条,采用直流反接,可全位置焊接。焊前要预热90-110℃,焊后需经605-635℃回火处理。
R340耐热钢焊条 特殊型直流 用于焊接工作温度在 620 摄氏度 以下珠光体 R347耐热钢焊条 低氢型 直流 用于焊接工作温度在 620 摄氏度 以下珠光体耐热钢结构
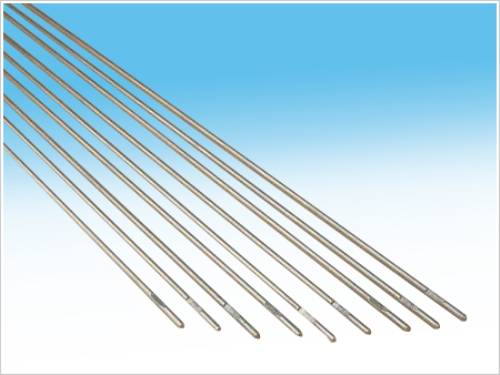
R310耐热钢焊条 特征和用途;R310是氧化钛氧化铁型药皮焊条,可交直流两用,焊缝具有良好的抗气孔性能及冷弯塑性。
R102耐热钢焊条
特征和用途;R102是钛钙型含0.5%Mo珠光体耐热钢焊条,交直流两用。
R107是低氢型药皮的同类焊条,采用直流反接,可全位置焊接。焊前要预热90-110℃,焊后需经605-635℃回火处理。
R340耐热钢焊条 特殊型直流 用于焊接工作温度在 620 摄氏度 以下珠光体 R347耐热钢焊条 低氢型 直流 用于焊接工作温度在 620 摄氏度 以下珠光体耐热钢结构
R310耐热钢焊条 特征和用途;R310是氧化钛氧化铁型药皮焊条,可交直流两用,焊缝具有良好的抗气孔性能及冷弯塑性。
R102耐热钢焊条
特征和用途;R102是钛钙型含0.5%Mo珠光体耐热钢焊条,交直流两用。
R107是低氢型药皮的同类焊条,采用直流反接,可全位置焊接。焊前要预热90-110℃,焊后需经605-635℃回火处理。
R340耐热钢焊条 特殊型直流 用于焊接工作温度在 620 摄氏度 以下珠光体 R347耐热钢焊条 低氢型 直流 用于焊接工作温度在 620 摄氏度 以下珠光体耐热钢结构
R310耐热钢焊条 特征和用途;R310是氧化钛氧化铁型药皮焊条,可交直流两用,焊缝具有良好的抗气孔性能及冷弯塑性。
R102耐热钢焊条
特征和用途;R102是钛钙型含0.5%Mo珠光体耐热钢焊条,交直流两用。
R107是低氢型药皮的同类焊条,采用直流反接,可全位置焊接。焊前要预热90-110℃,焊后需经605-635℃回火处理。
R340耐热钢焊条 特殊型直流 用于焊接工作温度在 620 摄氏度 以下珠光体 R347耐热钢焊条 低氢型 直流 用于焊接工作温度在 620 摄氏度 以下珠光体耐热钢结构
R310耐热钢焊条 特征和用途;R310是氧化钛氧化铁型药皮焊条,可交直流两用,焊缝具有良好的抗气孔性能及冷弯塑性。
R102耐热钢焊条
特征和用途;R102是钛钙型含0.5%Mo珠光体耐热钢焊条,交直流两用。
R107是低氢型药皮的同类焊条,采用直流反接,可全位置焊接。焊前要预热90-110℃,焊后需经605-635℃回火处理。
R340耐热钢焊条 特殊型直流 用于焊接工作温度在 620 摄氏度 以下珠光体 R347耐热钢焊条 低氢型 直流 用于焊接工作温度在 620 摄氏度 以下珠光体耐热钢结构
R310耐热钢焊条 特征和用途;R310是氧化钛氧化铁型药皮焊条,可交直流两用,焊缝具有良好的抗气孔性能及冷弯塑性。
R102耐热钢焊条
特征和用途;R102是钛钙型含0.5%Mo珠光体耐热钢焊条,交直流两用。
R107是低氢型药皮的同类焊条,采用直流反接,可全位置焊接。焊前要预热90-110℃,焊后需经605-635℃回火处理。
R340耐热钢焊条 特殊型直流 用于焊接工作温度在 620 摄氏度 以下珠光体 R347耐热钢焊条 低氢型 直流 用于焊接工作温度在 620 摄氏度 以下珠光体耐热钢结构
R310耐热钢焊条 特征和用途;R310是氧化钛氧化铁型药皮焊条,可交直流两用,焊缝具有良好的抗气孔性能及冷弯塑性。