



2 设备技术性能要求
2.1焊接电源采用250KVA 中频逆变变压器6套及6套中频控制器组成
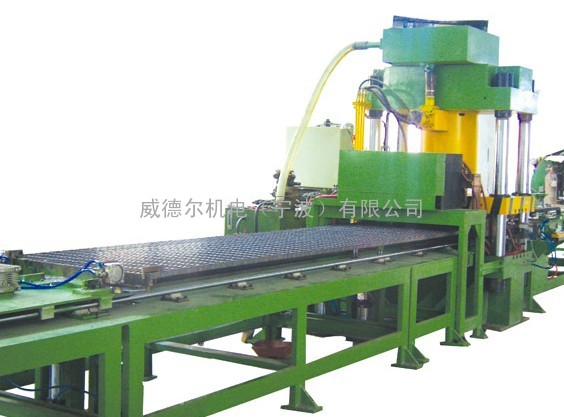
2.2压焊主机采用φ250×200 四柱式上移液压机组成,夹紧模具采用φ100×10 2套组成。
2.3焊接电源采用单面双点一次压焊。
2.4横杆(扭绞钢)手动排齐,自动送进。
2.5扁钢手动送进,手动***。
2.6每次自动焊接2根,相邻横杆间距>100mm(或50mm),并且可以自动调节间距。
2.7压焊步骤为一次压焊。
2.8钢格板材料适用范围:
|
项 目 |
扁钢间距 |
30 |
40 |
|
扁钢(mm) |
高度 |
20-60 |
20-60 |
|
厚度 |
3-5 |
3-5 |
|
|
原版尺寸(mm) |
长度 |
6000 |
6000 |
|
宽度 |
993-997 |
1003-1007 |
|
|
横杆(mm) |
截面 |
5×5、6×6 |
5×5、6×6 |
|
长度 |
1080 |
1080 |
|
|
间距 |
>50 mm |
||