



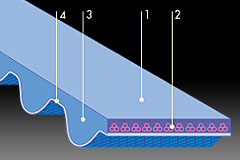


GATES UNITTA与三之星MITSUBOSHI热乳钢材表面氧化铁皮一般由三层结构组成,***上层为红色三氧化二铁Fe2O3,即铁锈层,约占2%,中间层为磁性四氧化三铁Fe3O4,约占18%和***下层的维氏体(主要是氧化亚铁FeO)约占80 %。热乳钢材氧化铁皮厚度一般为7.5-15μηι,氧化铁皮以下为钢材基体层。在冷乳、热镀锌或涂层等工艺中,过去一直采用酸洗对所用钢热乳卷板表面的前道工艺进行除鳞处理。但采用酸洗处理工艺的酸性物质是有腐蚀性的,在操作过程中对人员和设备会造成一定的损害,并造成严重的环境污染,造成综合运行维护成本较高。
钢板表面抛丸处理机,属于干法抛丸工艺,干法抛丸工艺常用于零件的清砂、去除毛刺、提高强度;结构件的表面清理和除锈;钢平板的表面清理和除锈等场合,是一种粗放形的表面处理工艺。其缺点是:表面擦伤、拉伤多、表面强度有所增加;表面处理后应立即进行表面防腐蚀处理;在处理过程中粉尘对环境污染严重。钢材表面无酸除鳞的工艺方法及除鳞装置,采用的是破碎除鳞,钢刷机以及抛光机和砂磨机进行表面处理,其缺点也是容易产生钢带表面擦伤或者拉伤。而热乳卷板表面除鳞处理后必须要满足后道工艺要求(如冷乳、镀锌、涂层等工艺),除鳞处理后的钢带表面不得有加工硬化、擦伤、拉伤等现象,并需要其能适应连续高速(45m/min)的流水运行作业制度。
GATES UNITTA与三之星MITSUBOSHI为了解决现有技术的问题,提供了一种湿式钢带无酸除鳞工艺,解决干法抛丸工艺易产生表面擦伤、拉伤多,表面强度有所增加无法适应后续冷乳工艺要求的问题。本发明还提供了湿式钢带无酸除鳞装备,以满足湿式钢带无酸除鳞工艺的生产要求。
GATES UNITTA与三之星MITSUBOSHI技术方案如下:一种湿式钢带无酸除鳞工艺,采用湿式浆料抛射器对运动中的钢带的表面喷射浆料,所述浆料包括I重量份水和1-3重量份固体颗粒,所述湿式浆料抛射器的喷射方向与所述钢带的运动方向夹角为105°-110°,所述浆料喷射速度为45m/s-85m/s,楽料喷射量为 350kg/min-850kg/min。湿式浆料抛射器以对称方式对钢带的两个相对表面喷射浆料。固体颗粒为钢砂、玻璃微珠或氧化亚铁等。优选的,所述固体颗粒的粒径为0.3mm-0.8mm。钢带的运动方式为水平直线运动或立式直线运动,所述钢带的运动方向是钢带的长度方向。
GATES UNITTA与三之星MITSUBOSHI湿式钢带无酸除鳞装备,包括提升机、供砂斗、分配阀、抛射器、抛射室、钢带输送装置、螺旋水砂分离装置、两级沉淀池、底阀、高压喷射栗和旋流器,所述提升机出口与供砂斗连接,所述供砂斗用于固液混合形成浆料,所述分配阀设置于所述供砂斗底部并连接至抛射器,所述抛射器成对设置于所述钢带输送装置的相对两侧并在所述抛射室包围的空间内对钢带喷射浆料,所述抛射室的底部设置排料口并连接至所述螺旋水砂分离装置,所述螺旋水砂分离装置的固体出料口连接至所述提升机,所述螺旋水砂分离装置的液体出料口连接至所述两级沉淀池,所述底阀和高压喷射栗设置在两级沉淀池的底部,所述高压喷射栗连接至所述旋流器,所述旋流器的底部出口连接至所述供砂斗,所述旋流器的顶部出口连接至所述两级沉淀池。抛射器的浆料喷射方向与所述钢带输送装置的输送方向夹角为105°-110°ο两级沉淀池包括并列设置的***级沉淀池和第二级沉淀池,所述***级沉淀池和第二级沉淀池之间设置溢流挡板,所述螺旋水砂分离装置的液体出料口连接至所述***级沉淀池,所述底阀和高压喷射栗设置在所述***级沉淀池的底部,所述旋流器的顶部出口连接至所述第二级沉淀池。第二级沉淀池设有除油装置,所述除油装置为除油盘或除油带。
GATES UNITTA与三之星MITSUBOSHI所提供的技术方案的优点在于,采用机械方式,通过向钢热乳卷板的表面喷射液体和颗粒的混合浆料去鳞介质,从而达到被处理的板卷表面去鳞,在整个生产过程中,该技术无需使用如酸性的***化学物质,占地面积小,绿色环保,低成本。在水的缓冲作用下可减少钢带抛丸处理后的表面硬化、擦伤、拉伤,适用于冷乳工艺前处理,同时由于水的存在解决了粉尘对环境的污染。该工艺不仅可替代酸洗工艺,保护环境,节约生产成本,并可满足各种如***次结构件、型钢、有色黑色铸件等的表面处理要求。