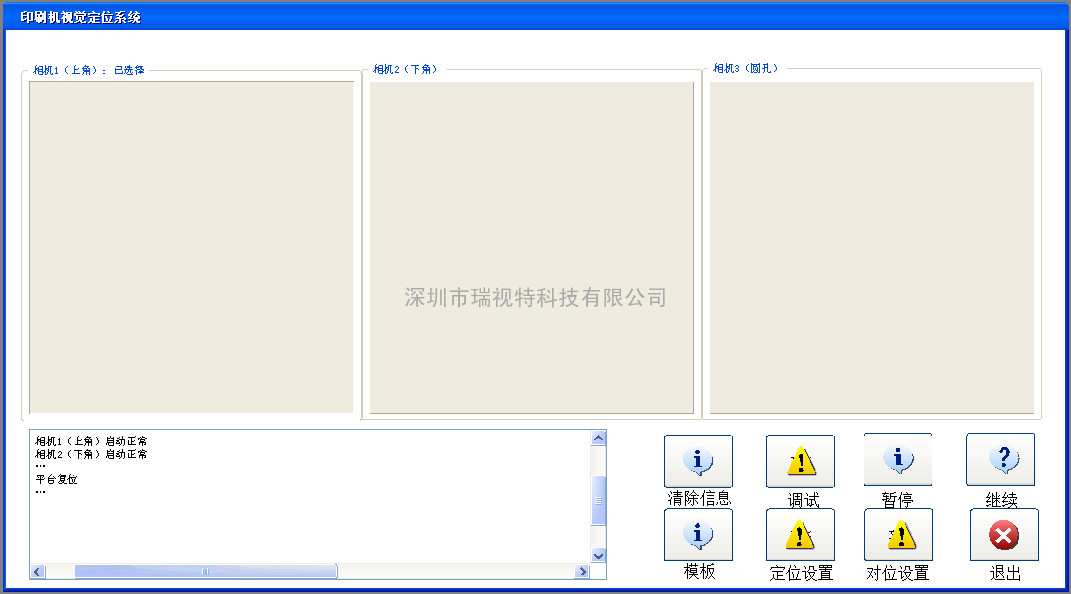
视觉***系统,以下简称系统

系统为切割机切割钢尺提供快速、准确的***功能。一次切割工作开始时,PLC通知系统***;系统***靶标在视频的位置;计算刀具与切割位的差值;发送给PLC;一次切割工作完成。
***精度:10um
靶标大小:5mmX5mm
要求速度:100ms/每次***。***时间从PLC发出开始***信号开始,到系统发送切割偏移量到PLC结束。
安装安求:相机底部到工件部高度约300mm。从镜头头部到工件部调试约150mm。
相机要求:
1, 单相机,30万像素
2, 从上向下拍,相机底部到工件部高度约300mm
镜头要求:
1, 视场:5mmX5mm
2,从镜头头部到工件部调试约150mm
工作速度:
1,8K/小时产能,平均0.45秒/个
通信要求:
1, 使用RS232通信,速率可调,协议待定
2, 为减少通信时间,PLC通知系统开始工作、系统***完成等通信可以使用双IO线方式
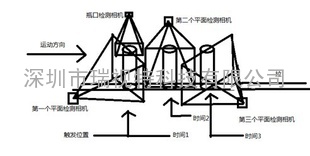
切割偏差调试流程:
1, 切割位置、刀具位置、靶标位置与相机位置示意图
2, 因为刀具与实际的切割位置有安装偏差,所以必须对切割偏差进行***定测量
3, 切割偏差测量流程如下:
a) PLC通知系统开始***靶标
b) 系统***,并记录靶标坐标
c) 下刀
d) 传送前进6mm,使切割位置放置于相机视场下
e) PLC通知系统开始检测
f) 系统***切割位置,靶标的位置与切割位置的差值即为切割偏差(此偏差可以人工调整)
g) 完成
切割流程:
1, PLC通知系统***靶标
2, 视觉系统***,并记录靶标位置
3, 系统根据靶标与切割位置的距离(约定为6mm,可人工调整),以及切割偏差值,计算切割位置与刀具的距离,发送到PLC
4, PLC下刀
5, 料带前进6mm
6, 重复回到1