




螺旋钢管比LSAW钢管的优势之处同样直径,螺旋钢管能达到的厚度远小于LSAW钢管;螺旋钢管焊缝错边量多数在1.1~1.2mm,按照国际惯例错边量要小于厚度的10%,如管道壁厚较小时,错边量难以满足要求,而直缝埋弧焊管无此问题;螺旋焊缝焊接跟踪及超声波在线检测跟踪均较困难,因此,焊缝缺陷超标概率高于直缝埋弧焊管;与LSAW钢管相比,螺旋焊缝流线较差,应力集中现象严重;螺旋钢管的制造工艺决定其残余应力较大,有些甚至接近屈服极限,直缝埋弧焊钢管因采用扩管工艺,残余应力接近零;螺旋埋弧焊钢管热影响区大于LSAW钢管的热影响区,而热影响区是焊管质量薄弱环节;螺旋缝焊钢管几何尺寸精度差,给现场施工(如对口、焊接)带来一定的困难。螺旋钢管等级的选取应根据经济原则来确定,等级较高的钢管,价格略贵,但可薄些;等级较低的钢管,价格略低,但需要厚些,要进行比较。从出站到进站,可根据压力的变化取二三种不同的管壁厚度而取不同的管壁厚度而取不同等级的螺旋钢管,如出站段选用较高等级的管材,进站段选用较低等级的管材,管材费用约占管道全部***的25%,所以在选材上应精打细算。如前所述,管道的事故宰与焊缝(不包括环缝)总长的—’次方成正比,螺旋焊缝比直焊缝长1/Mn“一1,此处必为螺旋焊缝与水平方向的夹角,如取“=45I,则螺旋焊缝长度为直焊缝长度的1.41倍。因此,这方面还需进一步研究。
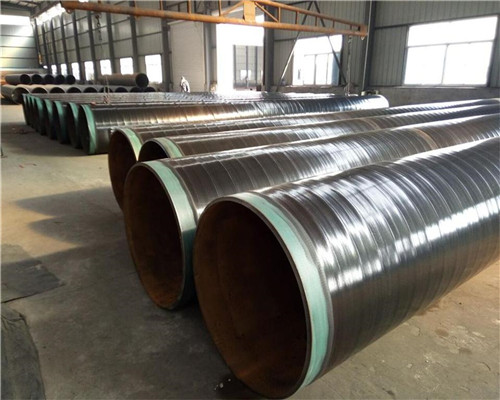
螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、***的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝焊接钢管。开卷——上卷——校平——对接焊——铣边——成型——内焊——外焊——切管——破口——后续焊——水压试验螺旋焊管检验工艺如下:原材料检验——校平检验——对接焊检验——成型检验——内焊检验——外焊检验——切管检验——超声波检验——坡口检验——外形尺寸检验——X射线检验——水压试验——***终检验生产工艺:全部采用自动双面埋弧焊工艺,螺旋成型.适用范围:石油***工业 化定尺长度:12000mm&plu***n;500mm 也可根据客户需求自定长度生产.也可根据客户要求***材质螺旋焊管的用途:螺旋焊管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化***。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高。