


(1)由于弯曲凸、凹模间隙较大,故弯曲模一般不设置上、下模的导向装置(例如导柱导套),这有利于简化模具制造。只有当筛板弯曲模中含有冲裁工序(例如冲孔、弯曲、切断级进模等)成弯曲件生产批量很大、为方便模具安装时,才考虑设置导栓导套导向。
(2)在满足弯曲件使用要求的前提下,应尽量选用较大的凸、凹模间隙,这有利于提高模具寿命和筛板弯曲件表面质量。但适当减小间隙值,对减少弯曲回弹总是有益的。
(3)对称弯曲件的弯曲模,其凸模圆角半径和凹模圆角半径应分别做成两侧相等,以免弯曲过程中毛坯发生偏移。
(4)不对称的大型弯曲件,应防止弯曲过程中毛坯的滑动或偏移。为此.毛坯的压紧装置应尽可能地利用压力机上的气垫,或利用工件上的孔或毛坯上的工艺孔***。
(5)不对称的小型弯曲件,为防止弯曲过程小毛坯的偏移,***好采用对称弯曲模(即同时弯曲两件,弯曲后再切开)。
(6)毛坯放置在模具上应保证可靠的***。当筛板工件上有孔且可用于作***孔时,应优先考虑用工件上的孔***;当工件上无孔且允许在毛坯上冲制工艺孔时,应考虑用工艺孔***;当工件不允许有工艺孔时,应考虑用***板对毛坯外形***,同时还应设置强力压料板或弹压顶板将毛坯压紧。
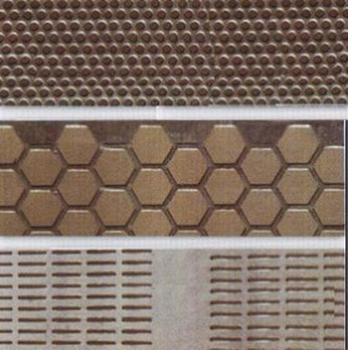
筛板
筛板
冲孔筛板
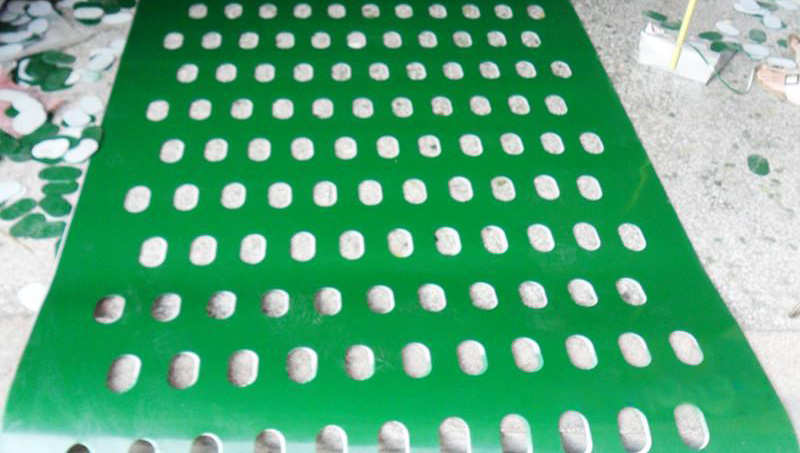
环形输送带冲孔
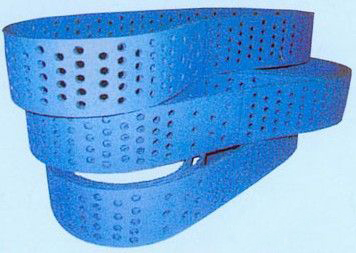
压力筛鼓
棒筛
泰兴市鑫泰机筛厂
联系人:徐金元
联系电话:15052888008
传真号码:0523-87736213
地址:泰兴市兴燕路367号
网址:http://
泰兴市鑫泰机筛厂
普通会员第11年
|
公司主营:筛板、冲孔筛板、筛板网