

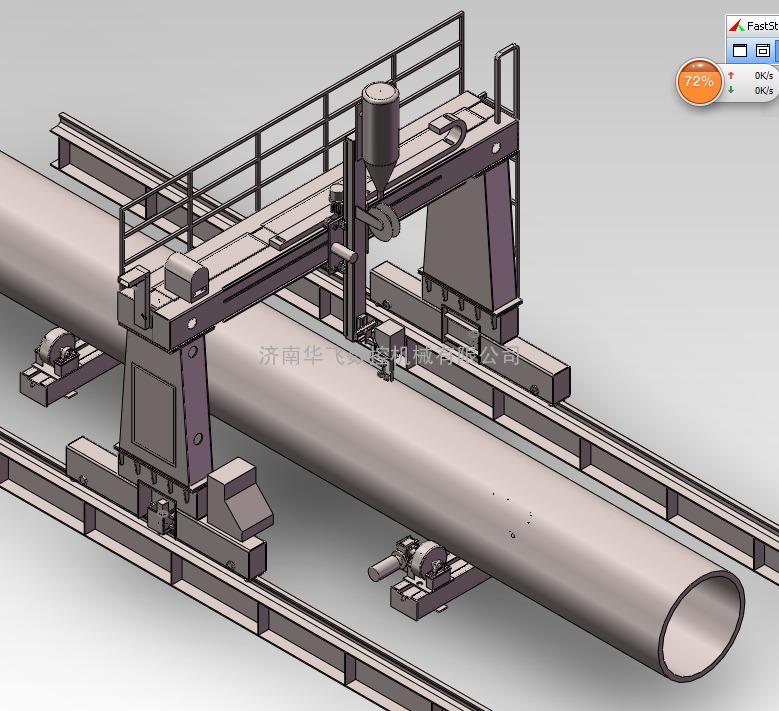

适用范围及焊接方式
筒体环缝对接自动焊接,材料为碳钢、不锈钢、铝
- 工件长度:≤6000mm 直径:Φ250mm~Φ650mm
- 焊接方式:熔化极气保焊,4枪同时焊接
- 工件点固焊要求:使用手工点固工件,焊点尺寸尽量小。
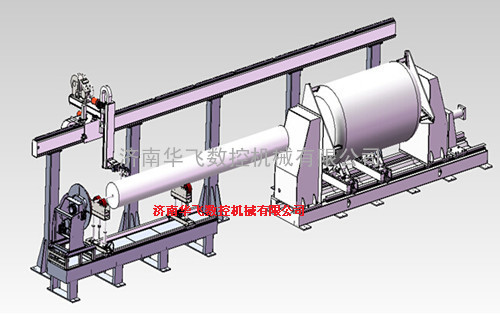
工件焊接流程
- 操作人员将组对点焊好的工件吊装至环缝工装上夹紧。
- 焊接前工件点焊牢固,清洁焊点。
- 移动焊枪到达焊缝位置,微调焊枪位置,设定好焊接参数(如焊接速度、起弧时间、收弧时间等工艺参数)启动焊接直至焊接完毕.采用焊枪固定,工件以焊接速度旋转的焊接方式。工件旋转采用变频无极调速。
- 焊接中焊枪可做摆动和不摆动。
- 焊接一圈或预设的焊接长度后自动熄弧。
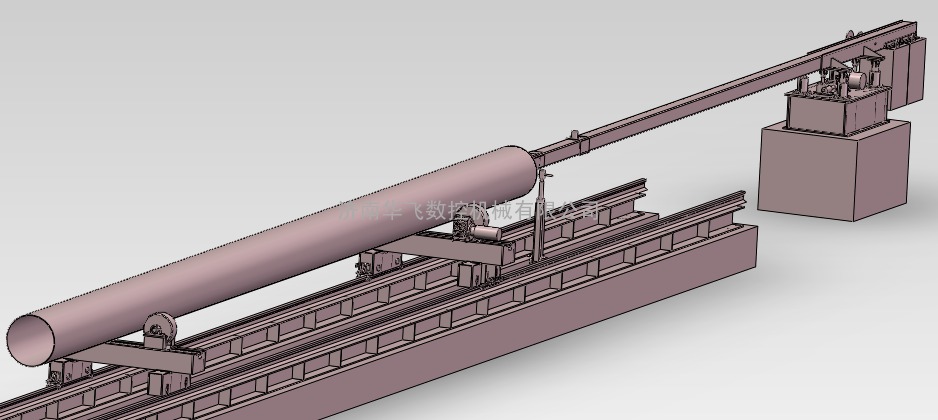
主要技术参数:
- 设备外形尺寸 8500mm*1400mm*1800mm
- 滚轮表面线速度 0.14-1.4m/min
- 主驱动电机功率 0.18kw
- 焊接工件直径 250mm—650mm (法兰***大直径900mm)
- 焊接工件长度 2000≤L≤6000mm
- 工件重量 小于2000kg
- 托架承载能力 2000kg (每个托架1T)
- 托架顶升速度 300mm/min (可调节)
- 托架***大高度 910mm
- 托架输出端外延支架长度 300mm
- 底座高度 不大于350mm(含导轨和护罩)