

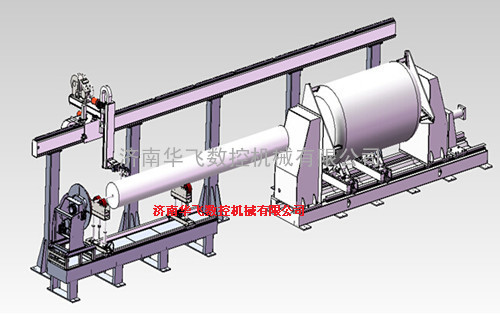
设备的用途及适用范围
- 适用范围:304不锈钢纵环逢焊接
筒体直径:Φ400--1200mm
筒体长度:L≤2500mm
筒体壁厚:δ2~8mm
2.工件状态:工件焊接面平整,对接焊缝***大间隙小于1mm
3.工件表面状态:无油污、严重锈蚀等
4.工件焊接前状态:
焊接前工件点焊牢固,清洁焊点
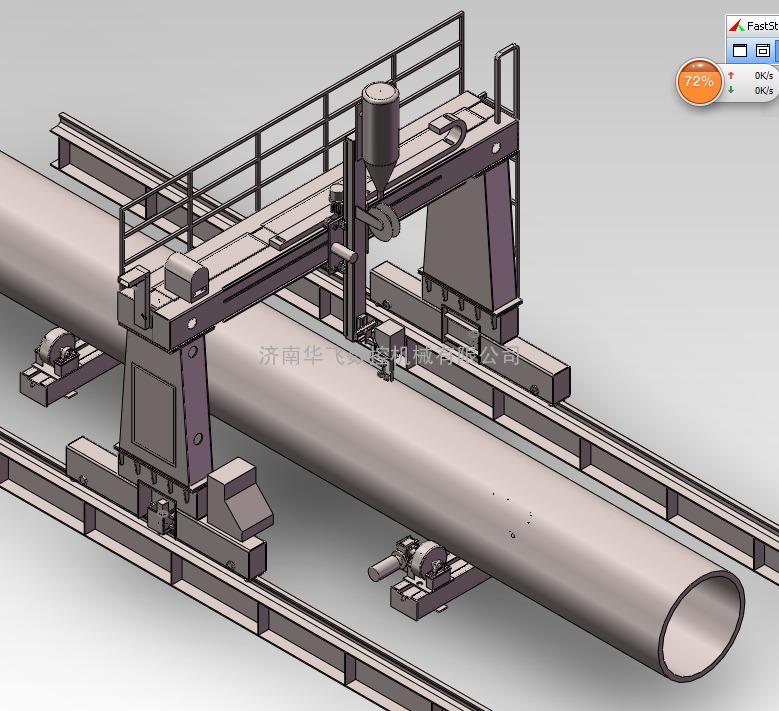
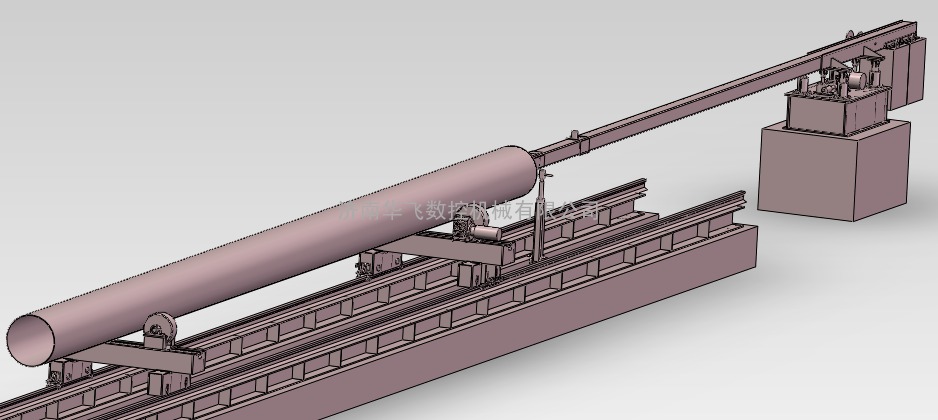
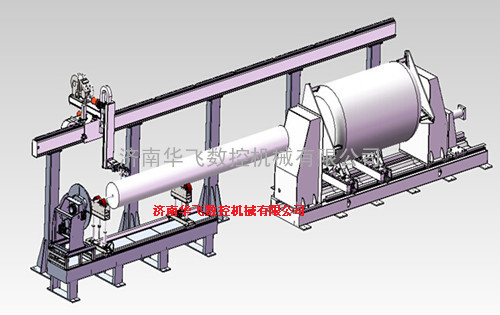
5.使用方式:
封头环缝用头尾式回转机构(气动夹紧)
法兰环缝用变位机焊接
两套系统共用一个电源,可以实现焊接工位的自动切换。
焊接工艺说明:
根据工件情况,采用MIG焊接工艺,具有焊缝质量高,焊缝成型美观,焊接过程易于观察,焊接缺陷少等特点。
开单边35°坡口,留2mm钝边。一般先使用手工***弧焊打底,再用来对工件的表面做填充盖面,以保证外观成型美观。
对于角焊缝一般在水平位置进行焊接,如果工件尺寸短(小于500)可将工件倾斜45度焊接,对于内角焊缝,那么将装夹钢管侧进行水平焊接。