
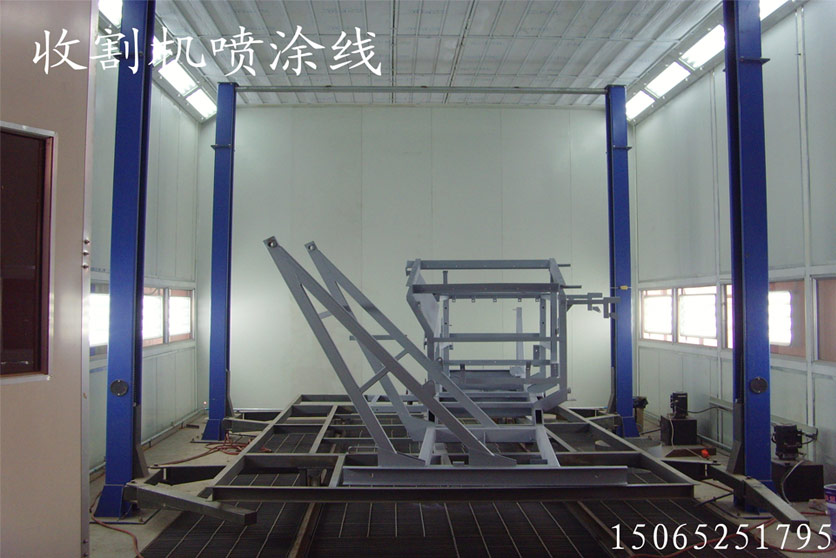
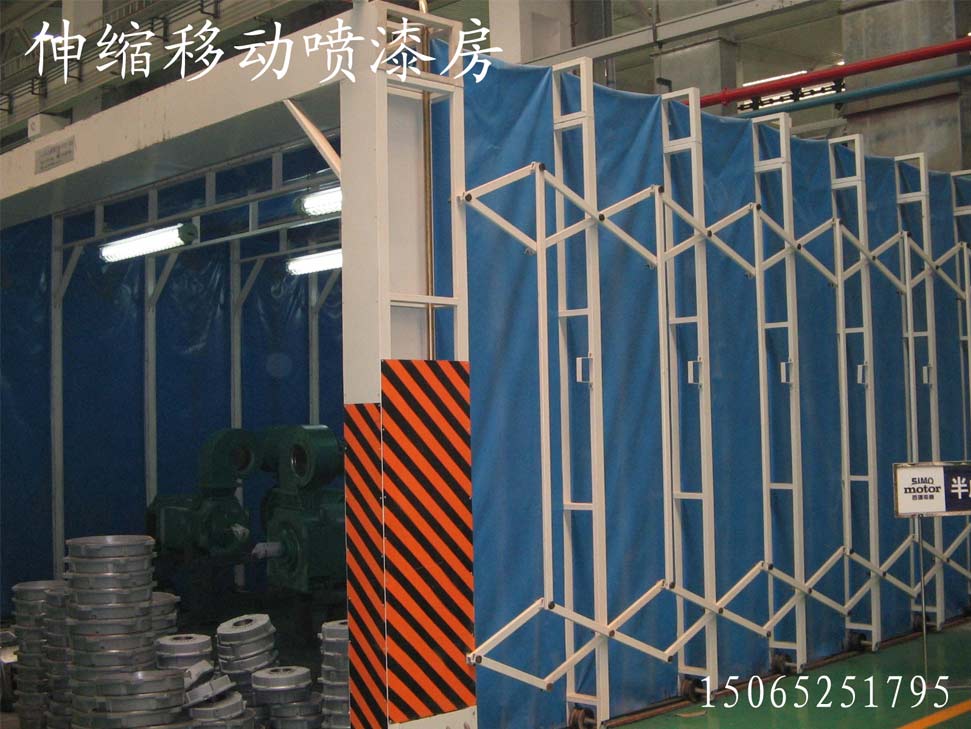



山东亮光涂装科技有限公司***承揽喷砂房、喷涂生产线,公司以***的技术、优良的产品、***的施工为企业发展目标,欢迎各界人士前来洽谈。
一、喷砂前工件条件
1)喷砂前各个工件表面必须清理干净油污、泥砂和附着污损物。
2)所用的压缩空气必须经过油水分离。不得使用潮湿空气,以免除锈后的钢板返锈。
二、喷砂条件及注意事项
1)环境条件:环境温度要高于3℃(大气雾点);相对湿度应小于等于85%,遇到下雨天或者是结露等气候时,严禁进行抛砂/丸除锈作业。
2)砂料粒度为0.4~1.5MM,砂料必须保持干燥、清洁不得使用被油脂污染了的磨料。
3)喷砂处理后应注意保护表面,避免二次污染,油漆涂装前应对合格的除锈表面进行吹灰。
4)喷砂除锈后应尽快涂环氧富锌涂料(不超过4H)。检验合格尽快使用油漆涂装。
三、喷砂技术操作
1、先开照明灯,后开压缩空气阀门,将喷嘴空喷2~5分钟,使管道中的水分喷掉,防止使砂子湿润,然后关严压缩空气阀门将输砂管刺进砂中。
2、再将零件送入工作箱内(小件可以用箩装),关上箱门。
3、接着发起抽风设备,翻开压缩空气阀门,进行喷砂。喷砂时,应倾斜喷头30°~40°;应均匀地旋转或翻转零件并缓慢地来回移动零件或喷嘴,使零件表面遭到均匀喷发,直到零件表面全呈银***为止。(对箩装小零件,颤动翻转零件直到达喷砂需要即可。)
4、凡零件有精度或光洁度需要者,不允许喷砂。若在同一零件上有有些需要不得喷砂的部位,应予以维护后方能进行喷砂。
5、每批零件喷完后,当即关严压缩空气阀门,再开箱取出零件。
6、通常零件喷砂后,转交下道工序,作防锈处置。但无光镀铬件,喷砂合格后当即进行电镀处置。
7、只需要喷砂喷毛的铸铁件,喷砂合格后不进行防锈处置当即交加工车间。
四、喷砂房的使用
1)工件涂镀、工件粘接前处置喷砂能把工件外表的锈皮等全部污物铲除,并在工件外表建立起十分重要的根底图式(即一般所谓的毛面),而且能够经过互换不一样粒度的磨料,到达不一样程度的粗糙度,大大进步工件与涂料、镀料的结合力。或使粘接件粘接更结实,质量更好。
2)铸锻件毛面、热处置后工件的整理与抛光喷砂能整理铸锻件、热处置后工件外表的全部污物(如氧化皮、油污等残留物),并将工件外表抛光进步工件的光洁度,能使工件露出均匀共同的金属本性,使工件外表更漂亮,到达美化装修的效果。
3)机加工件毛刺整理与外表美化喷砂能整理工件外表的细小毛刺,并使工件外表愈加平坦,消除了毛刺的危害,进步了工件的层次。而且喷砂能在工件外表交界处打出很小的圆角,使工件显得愈加漂亮、愈加精细。
4)改进零件的机械性能机械零件经喷砂后,能在零件外表发生均匀纤细的凹凸面(根底图式),使光滑油得到存储,从而使光滑条件改进,并减少噪声进步机械使用寿命。
5)光饰效果关于某些特别用处工件,喷砂可随意完成不一样的反光或亚光。如不锈钢工件、木制家具外表亚光化,磨砂玻璃外表的斑纹图画,以及布料外表的毛化加工等。