



玻璃瓶盖喷漆生产线工艺流程
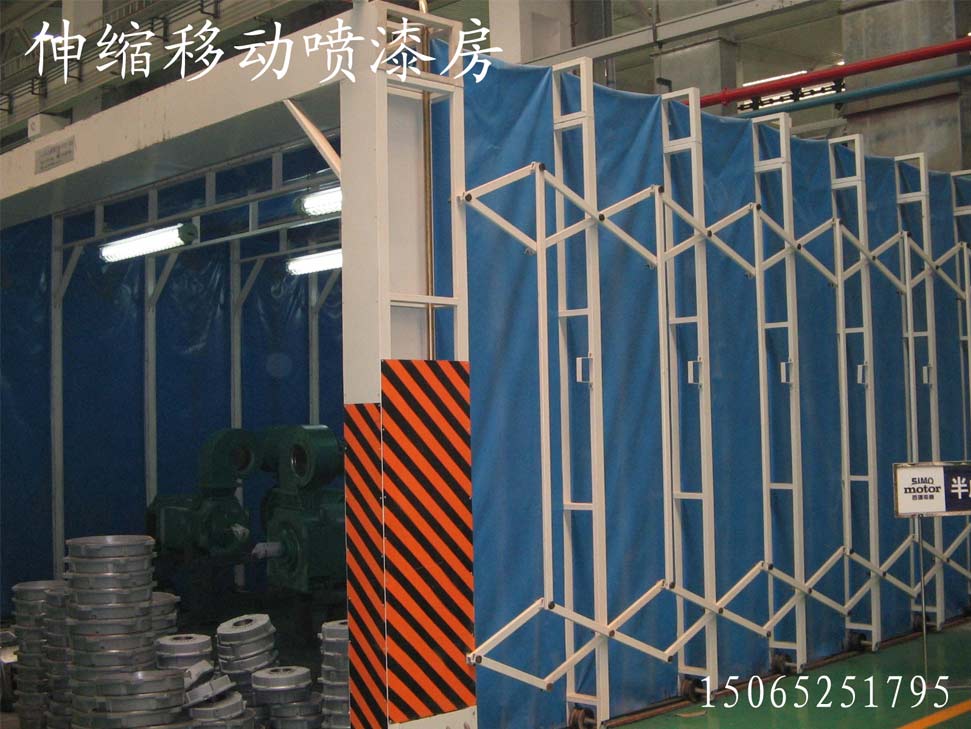
一:玻璃瓶盖喷漆生产线的设备内容:喷漆室、油漆烘干烘道、电加热系统、平行输送系统、电控系统。
油漆烘干温度:60-90℃,时间:5分钟左右
喷漆方式:自动
吊挂方式:多点单件吊挂
加热方式:电加热
生产线:本方案按需方要求,生产线设计按15M/min
二:工艺流程及工艺说明
- 工艺流程:上件→喷漆→流平→油漆烘干→自然冷却→下件
- 工艺参数
|
序号 |
工序名称 |
工艺方式 |
工艺参数 |
|
|
温度(度) |
时间(分钟) |
|||
|
1 |
上件 |
人工 |
|
|
|
2 |
喷漆 |
自动 |
R.T |
|
|
3 |
流平 |
自动 |
R.T |
1min |
|
4 |
油漆烘干 |
自动 |
60-90° |
5min左右 |
|
5 |
自然冷却 |
|
R.T |
1min左右 |
|
6 |
下件 |
手工 |
R.T |
|
- 工艺说明
所有的工艺都是根据瓶盖的材质和表面状况以及产品的涂装要求所确定的,苯生产线采用平行输送的形式。
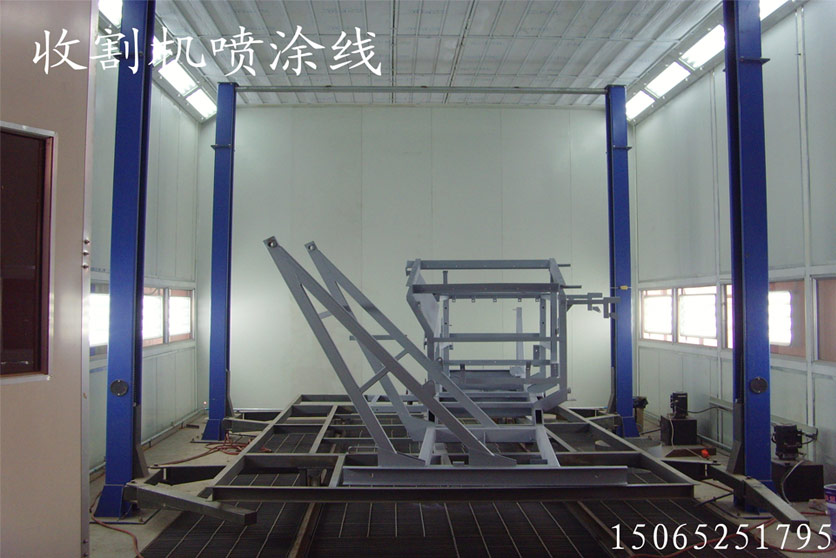
- 工艺平面布置
工艺路线的布置符合人机原理,操作方便安全,可***大限度减少工艺动作,降低劳动强度并不会对操作员的个人身体条件提出高于平常的要求,充分考虑设备的运行可靠性和无维修设计,设备运行稳定,故障率低,易于维修维护。