



轮毂修补施工工艺
流水线作业规划
后期修补量大的情况下可考虑流水线作业,打磨、清洁、修补喷漆、烘干均在线运行。设计线速为6米/分,轮中心间距75CM, 喷涂暂停时间40秒,每小时理论产量200个,一个班次8小时为1600只,每天3班次为4800只,每月30天为14.4万,年产量为172.8万。假设该线利用率为70%,则年产量为120万只。
总面积约200平米,人员配置为打磨4人,清洁2人喷漆6人,抛光及QC 3 人,合计15人。
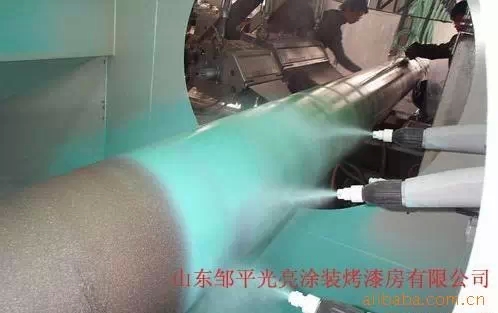
喷涂示意图如下:

工位说明:
- 打磨区:人员配置4人,打磨工艺及要求如上述。
- 清洁区:人员配置2人;
- 色漆修补区:4个工位,人员配置4人,喷涂时间为40S;
- 清漆修补区:2个工位,人员配置2人,喷涂时间为40S/两个轮子;
工位要求:
- 色漆修补区:约4m*4m区域,按上述要求安装照明及排放设施。
- 清漆修补漆:约3m*4m区域,配置照明及排风设施。
- 打磨区:约4m*3m,排风良好。
- 清洁区:约2.5m*3m,排风良好。
- 其他区域:按实际场地规划,要求如下:
烘烤区:轮子温度达到140度*15分钟;
预热区:轮子温度喷涂前达到40-45度;
喷清漆前闪干:约5分钟(可增加少量红外灯管加热,喷涂前轮子温度不低于30度)