
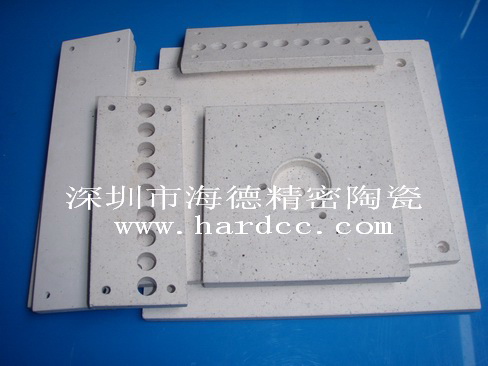


陶瓷电炉
可加工陶瓷材料硬度大,用普通刀具加工时刀具磨损快,造成零件尺寸一致性差,加工表面锥度大,零件易崩裂,因此,合理选择刀具材料变得尤为重要。试验表明,硬质合金刀具允许的切削速度是高速***具的3倍。在同等条件下钻削可加工陶瓷材料ZrO2/CePO4时,硬质合金***具的磨损量与高速***具的磨损量相比要少的多。一些研究结果表明,应优先选用作为硬质合金作刀具材料。
刀具的设计与刀具参数的确定是重要的。可加工陶瓷材料的切削正交试验结果表明,优先选用的刀具参数如下:粗车外圆时,刀具前角取值3 ~0 ;精车外圆时,刀具前角取微小正值,取值略微增大为0 ~2 。此外,刀具后角约取5 ,足以提供所需空隙。取以上参数值加工可加工陶瓷时,刀具耐磨损,加工质量稳定
