




中埋橡胶止水带焊接机是由模具和控制箱两部分组成,模具内设有与控制箱相连接的电热元件,模具的界面形状与被加热元件相适应,模具的中间部位设有测温设施,混炼胶片与止水带接头处的硫化胶材料相似,亲和作用大,混炼胶片里的硫化剂扩散至接头界面,与硫化胶剩余的双键发生交联反应,形成共硫化体系,使接头处连为一体,加压硫化过程中需严格控制硫化温度和硫化时间。
止水带热熔焊接工艺特点:
1、止水带热熔焊接机操作方便,温度自动控制,焊接接头平顺、牢固,防水性能好。
2、止水带调直夹具具有加工简单、操作方便的特点,止水带重量轻,便于安装,调直效果好。
纵向止水带工艺流程及操作要点:
1、施工工艺流程
止水带位置放样→止水带热熔焊接→止水带完好性检查→止水带调直夹具调直→止水带安装与***→混凝土浇筑→调直夹具拆除
2、操作要点
(1)止水带连接:止水带安装人员在仰拱混凝土施工前,必须对止水带的长度进行检查。止水带的长度必须大于该段仰拱1.5m以上。如果长度不足,将止水带接长,以便下次止水带施作方便连接。
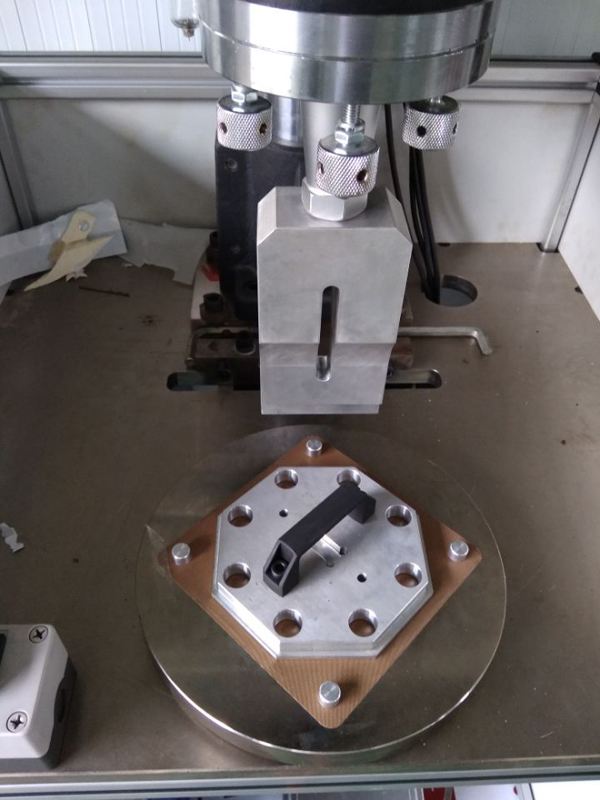
(2)热熔焊接机使用方法:
a、将两个止水带接头切齐对正。
b、预留3-5mm接缝,将热混炼胶片填补在预留接缝处。
c、用8cm宽、65cm长、2mm厚的生胶带包裹止水带接缝一周,并用手压实密贴。
d、将连接接头位置置于热熔焊接主机上。
e、在温控仪上调试好需要加热的温度,195℃&plu***n;10℃。
f、在加热过程中不断调整千斤顶,使两块模具缝隙刚好达到止水带厚度为止。
g、加热时间10min&plu***n;5min。待冷却到室温即可。
(3)止水带完好性检查:止水带安装前,必须对止水带进行完好性检查,检查止水带是否有断裂、破损、穿孔等缺陷。如果有缺陷,应立即对缺陷部位进行修补。修补采用热熔硫化橡胶粘补。
(4)止水带调直:止水带在本次施作长度内,用专用调直夹具,将止水带调直。专用调直夹具是用两块角钢加上U型卡组合而成。
(5)止水带位置放样:施工测量人员在仰拱端头位置的边墙上,用红油漆画出“⊙”符号作为标记。并以书面形式告知止水带安装人员,止水带与“⊙”的位置关系。
(6)止水带安装与***:待仰拱混凝土浇筑接近止水带下方时,将止水带和调直夹具固定在仰拱钢筋和模板上。固定方法采用铁丝将铝合金夹具上的U型卡与仰拱钢筋和模板拉紧,使止水带在混凝土浇筑过程中不移位。
(7)混凝土浇筑:止水带埋设高度范围内的混凝土,要在止水带两边对称浇筑,只有这样才不会使止水带发生偏移。混凝土捣固时,要在止水带两边对称插捣,逐步向前移动。禁止先捣固一侧再捣固另一侧。
(8)调直夹具拆除:在混凝土浇筑完成24小时后,方可拆除止水带调直夹具。拆除调直夹具时,先剪断铁丝再松开U型卡的螺栓,***后取出角钢。