
在电声喇叭、智能卡、微型马达等细小漆包线的焊接中,由于电阻值是在变化的,焊头本身也会积累热量,很容易造成焊接强度过大、焊盘出现异常变形的结果。这就需要控制系统能够处于一个自我调节的闭环控制系统中。
在早期,国内高端企业(内资企业、外资企业)在细小漆包线的焊接中,主要都是用美国Unitek 公司的 HF25(HF27\HF28)型号的高频逆变直流焊接电源,采取恒压控制模式,能够达到稳定的焊接效果,
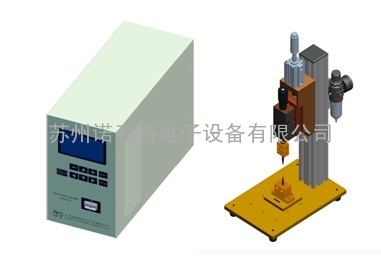
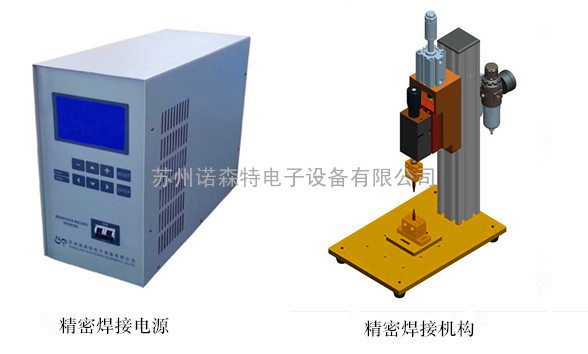
我们应客户的要求,研究Unitek公司的HF25特性,开发出了专门针对漆包线焊接的高频逆变直流焊接电源—TOP系列漆包线焊接电源。
经过大量客户的生产线的使用,已经证明了TOP系列漆包线焊接电源完全可以达到Unitek HF25的性能。
根据漆包线线径粗细不同,我们主要型号有TOP-101、TOP-102。
|
型号 |
TOP-101 |
TOP-102 |
TOP-103 |
|
输入电压 |
220V |
220V |
220V |
|
额定功率KVA |
4 |
6 |
10 |
|
最大输出电流(DCA) |
1000 |
2000 |
3000 |
|
逆变频率KHZ |
4 |
4 |
4 |
|
焊接循环段 |
11 |
11 |
11 |
|
焊接脉冲数 |
3 |
3 |
3 |
|
缓升缓降 |
有 |
有 |
有 |
|
焊接规范数 |
20 组 |
20 组 |
20 组 |
|
控制方式 |
恒定电压、恒定功率、恒定电流、 |
恒定电压、恒定功率、恒定电流、 |
恒定电压、恒定功率、恒定电流、 |
|
电流、电压、功率监控 |
有 |
有 |
有 |
|
时间设定 |
000-999ms +–0.125ms |
000-999ms +–0.125ms |
000-999ms +–0.125ms |
|
外形尺寸 |
435*185*320 |
435*185*320 |
435*185*320 |
|
重量KG |
19 |
22 |
22 |
漆包线焊接电源的特点:
1.四种控制模式。恒流、恒压、恒功率、定脉宽等控制方式,工艺适应性更广。尤其是通过电极两端电压反馈精确控制,适用于细小漆包线的焊接,可有效解决热积累问题,减少开始焊接或因焊头磨损带来的调整焊接工艺参数的次数。电压反馈控制模式还有利于避免焊头长期使用中温度越来越高的问题,提高焊头寿命。
2.三脉冲放电。通过合理调整可满足漆包线焊接时的“去漆-焊接保温”的工艺需求,在焊好的前提下降低最高作用温度,适合一些难焊接头的焊接。
3.逆变频率为4kHz,时间分辨率为0.25毫秒。控制精度高,动态响应快,在1-2ms内能够补偿网压波动等各种影响,始终保持输出稳定,提高焊接的一致性。
4.具有电流失常、监控值超限、网压超限、过热等故障诊断与报警功能。
5.带电流缓升缓降功能,适用复杂焊接过程需要。
6.设定参数上、下限监控,便于品质管理。
7.20组参数储存,方便多种焊接品种使用。
8.240x128 LCD液晶显示,同时显示多种内容,字迹清楚,美观大方,操作简便。
9. 较强的外部通讯功能:焊接结束、故障、计数信号、RS-232数据通讯口(选配),便于自动焊使用。