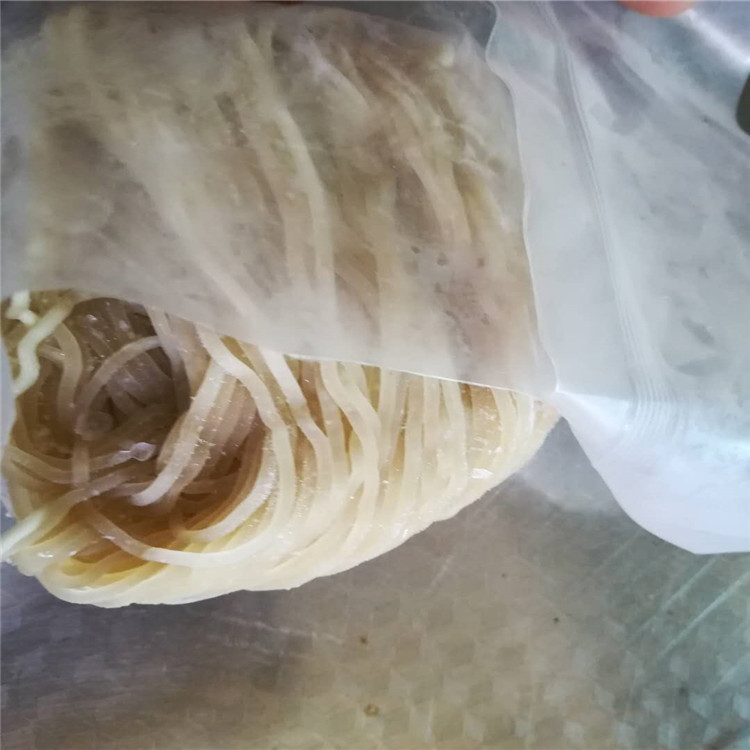



明胶生产工序中,烘干是非常重要的工序,要注意使用牛骨明胶烘干机烘制食用明胶、骨胶、牛骨明胶等产品烘干时,上述物料的温度耐受度普遍较差,不要把明胶烘化了。要先使用20-30摄氏度左右的低温,使明胶表面硬化形成一个硬膜才能进入升温阶段。烘制其它食用明胶、工业骨胶也要依照同样的原则。
明胶的干燥与一般物料不同,包括有冷凝、低温干燥和升温干燥等三部分。首先将明胶液降低到一定温度时形成坚强有弹性的胶冻、破碎成粒状或条状进行干燥。明胶(骨胶)的干燥速度决定于两个因素:水份从胶冻表面蒸发的速度和胶冻内部分分向表面扩散的速度。前者取决于干燥空气的温度、湿度和风速;后者取决于物料内层与表面的距离、含湿(水)率差和温度。
明胶的烘干过程如下:
A. 生产规模不太大的胶厂一般使用滴胶机,将浓胶滴在表面有浅沟槽的转动冷缸上凝冻成粒状或条状胶冻,被铲刀铲下送往明胶烘干房。.
B. 低温干燥,由于胶冻在升温下易融化,因此采用低温约20摄氏度低湿度干燥空气进行低温干燥,直至表面形成有一定坚牢度的干膜,就可以转入升温干燥。
C. 当胶料表面结腊后即可转入升温干燥段。此时胶料内部的胶冻虽会因升温而融化,但不会因此而到处流淌。一般来说,升温干燥段的干燥空气温度不要超过40摄氏度。干燥到干胶料和干胶条的含水率一般在12%-16%左右。干燥过度的胶料有易粉碎过度和溶解性下降的***。在干燥到的胶料或胶条要粉碎成一定的粒度,并按产品技术指标和批量的要求经拌胶混合才能包装出厂。
空气能明胶烘干机参数设置分为两段
一阶段为等速干燥,风速为3米/秒左右,温度为20-30℃;
二阶段为减速干燥,风速为05-2米/秒,温度为30-40度。
湿胶片先送入低温烘房,烘至表面结膜时再送入高温烘房。一般低、高温烘干各约8小时。取样检查胶片含水量,如已达12%左右即可出料。