

散热器型材生产的关键是挤压模具的***次试模,有条件的话,可以先在电脑上做模拟试验,看模具设计的工作带是否合理,然后在挤压机上试模。***次试模十分重要,操作手要让主柱塞前进上压时在低于8MPa的低压力下慢速前进,***好有人用电筒光线照看模具出口处,等挤压模具的每一个散热片都均匀挤压模孔后,才能逐渐加压加速进行挤压。试模成功后继续挤压时,应注意控制好挤压速度,做到平稳操作。生产散热器型材时应注意模具的加热温度,要使模具温度与铸锭温度相近。若温差太大,由于上压时挤压速度慢,会使金属温度下降,易产生堵模或流速不均匀的现象。
散热器型材挤压工艺参数见表1。
表1 散热器型材挤压工艺参数
合 金 铸锭温度/℃ 挤压筒温度/℃ 模具温度/℃ 挤压系数 挤压速度min-1
1035,1A30 400——470 400——440 400——460 20——60 15——50
6063 500——520 400——450 480——500 15——40 10——30
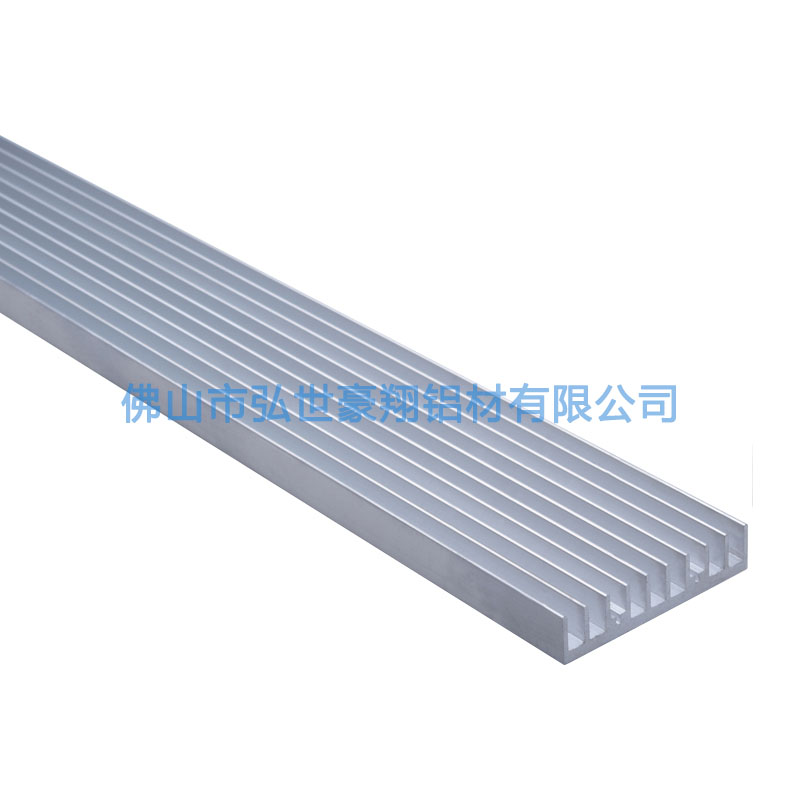
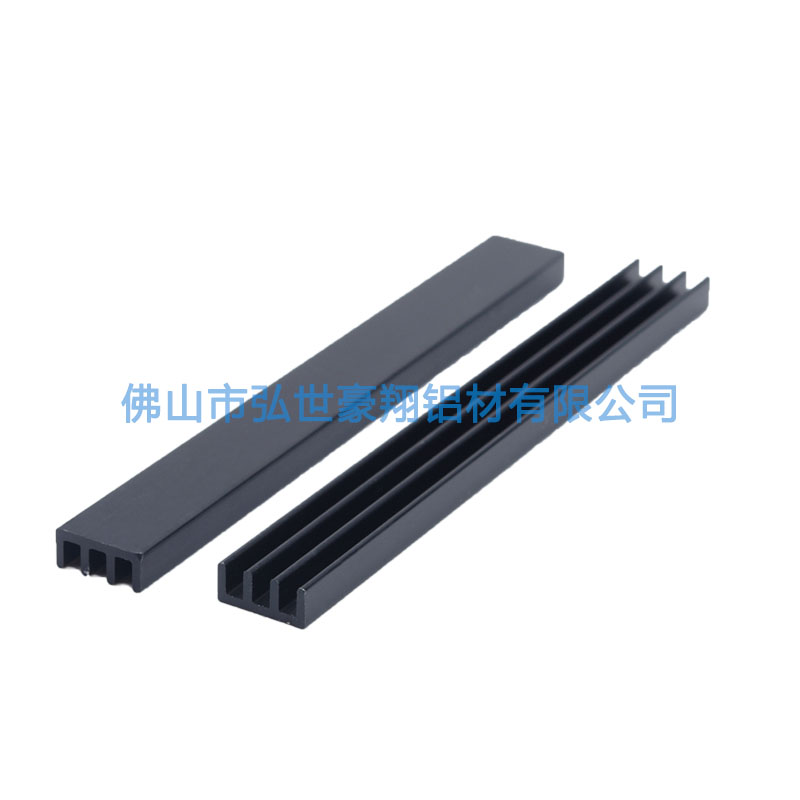
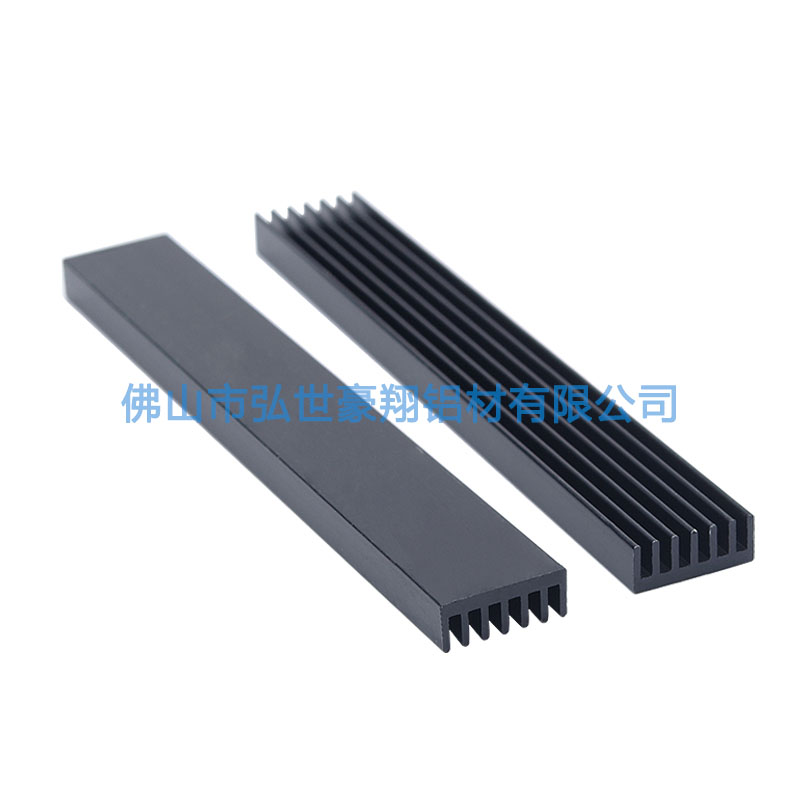
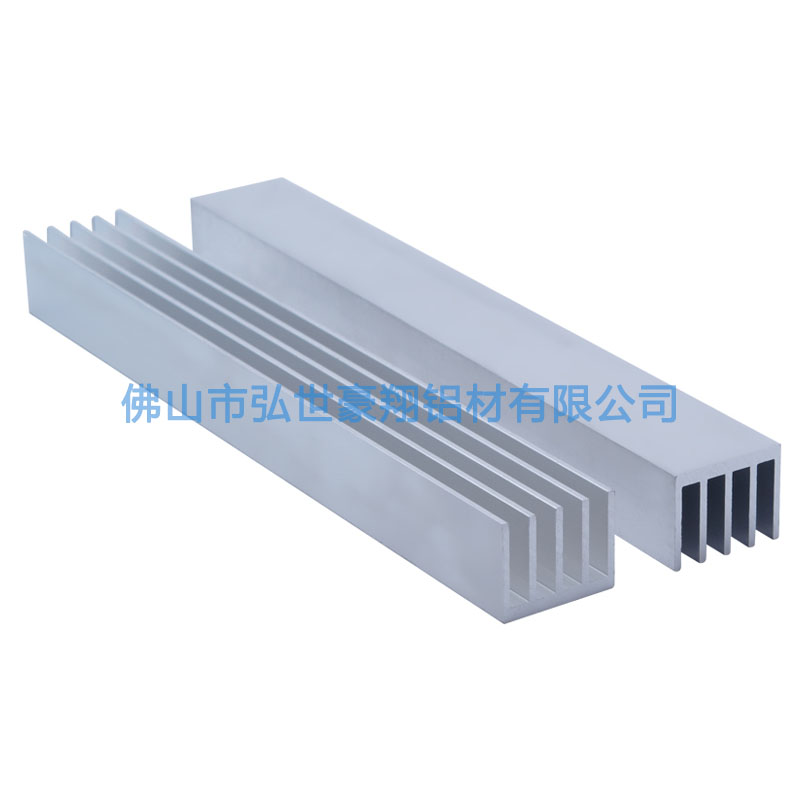
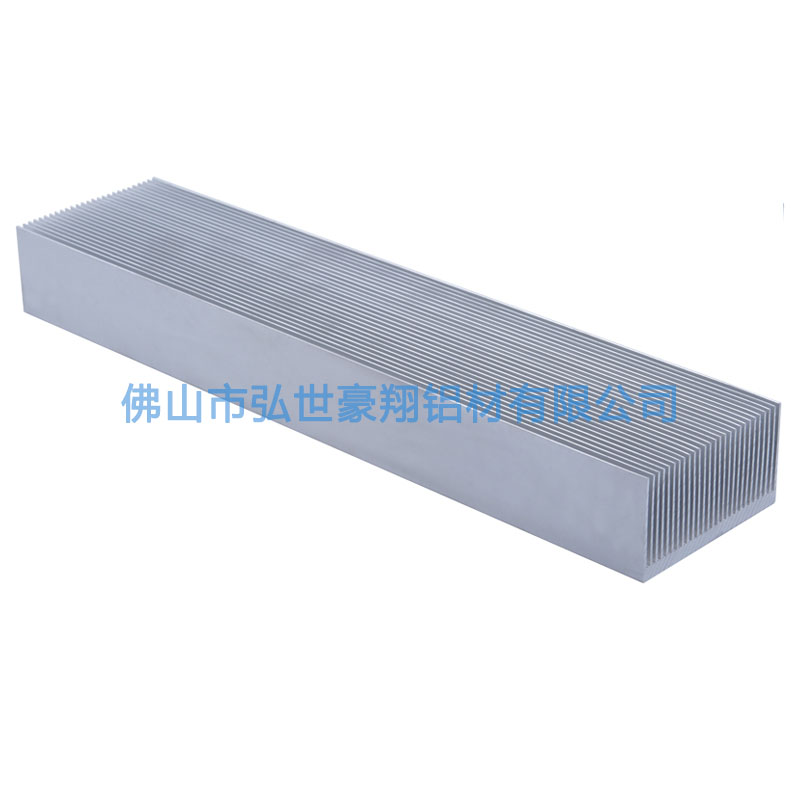
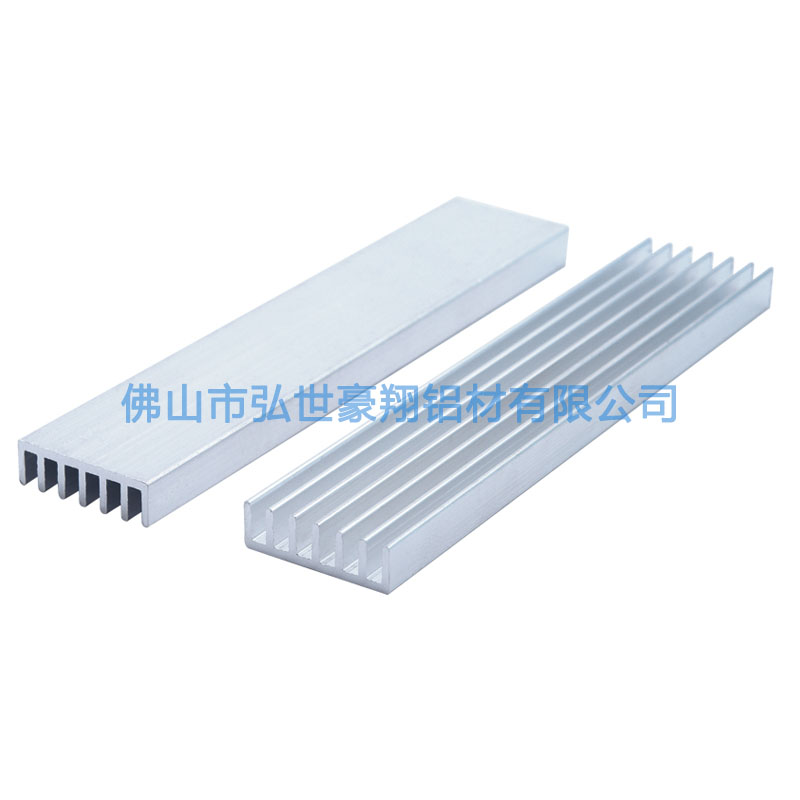
翅片式散热器,铝散热器价格,电子散热器价格
